
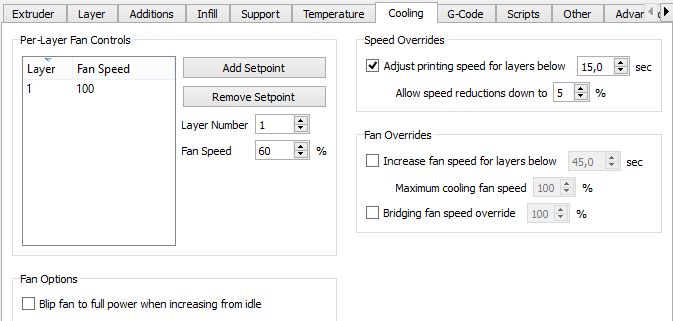
Weiter geht es mit „Cooling“:
Bei Objekten, die im oberen Teil nur noch sehr kleine Flächen haben, habe ich schon öfter Probleme damit bekommen, dass der gerade gedruckte Layer noch gar nicht kalt beziehungsweise fest war und schon der nächste Layer gedruckt wurde. Da kam dann nichts Schönes heraus. S3D geht da einen sehr guten Weg, den man aber auch in anderen Slicern findet.
Ich selbst verwende aktuell keinen Lüfter oder Kühler an meinem Hotend. Bei mir kühlt aber ein Lüfter das RAMPS. Dieser ist über das Kommando M106 schaltbar. Und genau dieses Kommando M106 wird hier bedient. Die einzugebende „Fan Speed“ stellt den Parameter S in dem Kommando ein. Die „Per-Layer Fan Controls“ erlauben eine genaue Steuerung des Lüfters. Offensichtlich ist hier aber auch nur die Steuerung für einen Lüfter möglich. Ich kann ehrlich gesagt momentan gar nicht beurteilen ob mehr sinnvoll wäre. Was ist, wenn ich zwei Hotends mit eigenen Lüftern habe?
Die rechte Seite des Dialogs ist für mich schon spannender. Sie kümmert sich um das eingangs beschriebene Problem. Hier kann jetzt eingestellt werden, wie lang der Druck eines Layers mindestens dauern soll. Ansonsten wird die Druckgeschwindigkeit so lange reduziert, bis das eingestellte Minimum erreicht ist. Und dann kann man sogar noch, sofern man einen Lüfter hat, diesen besonders steuern. Ich habe es mal so eingestellt:
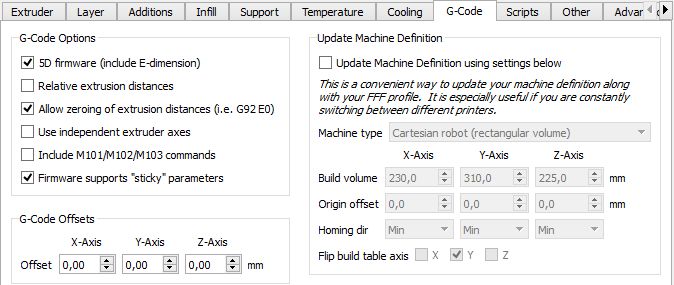
Im „G-Code“-Reiter schalte ich den Punkt „Update Machine Definition …“ ab, da ich aktuell nur Code für einen Drucker erzeuge. Die Erklärung unter der Auswahl ist da eindeutig. Die Auswahl auf der linken Seite ändere ich nicht. Also sieht das so aus:
Kommen wir zu den „Scripts“
In slic3r habe ich mir da über die Zeit etwas aufgebaut, was ich hier zunächst auch nutzen will.
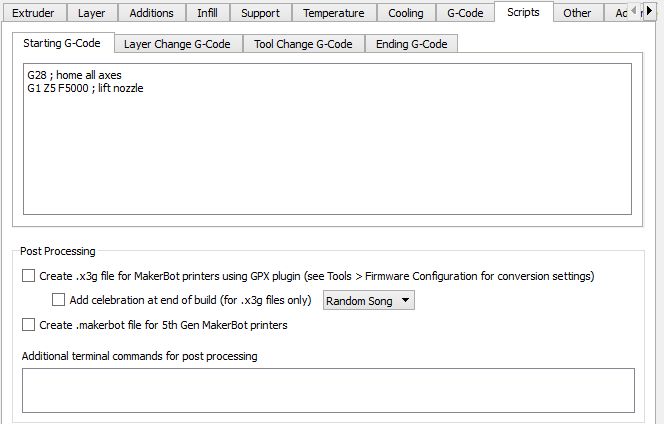
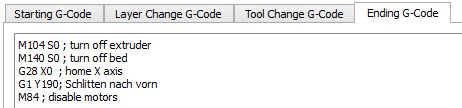
Die speziellen Codeabschnitte für Layer- und Tool-Change bleiben bei mir leer.
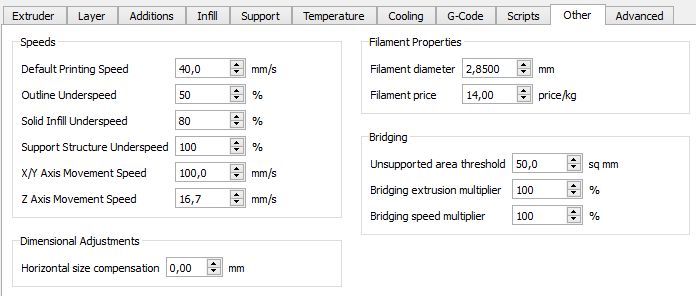
Jetzt geht es nochmal um ein paar grundsätzliche Einstellungen. Warum die Überschrift hier „Other“ lautet ist mir nicht ganz klar. Speed oder General wäre passender gewesen. Egal! Ich werde hier wieder meine erfolgreichen Einstellungen aus slic3r nutzen. Das ist aber gar nicht so einfach, weil die Bezeichnungen etwas abweichen und die Parameter an sich nicht gleich sind. Aber irgendwie findet es sich doch alles wieder.
In diesem Reiter wird auch der Filamentdurchmesser eingetragen. Das ist bei dem von mir hergestellten Filament in etwa 2,85mm. Ich trage hier auch mal meinen Verkaufspreis von 14€/kg ein.
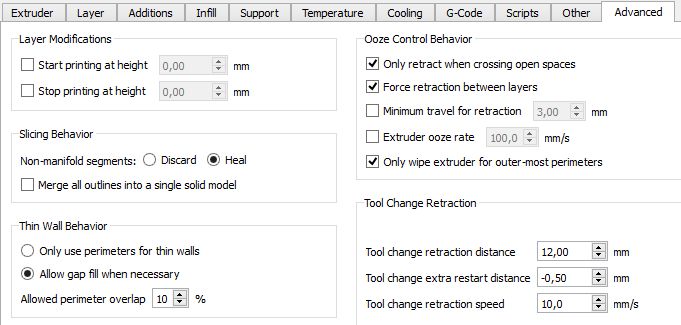
Zuletzt bleibt noch der Reiter „Advanced“:
Ich ändere hier nichts. Das scheint mir so zu passen.
Damit ist die Konfiguration zunächst mal abgeschlossen. Schauen wir mal, was das Ergebnis hergibt.
Mit den gewählten Einstellungen habe ich mal die x-Ends für einen Mendelmax generieren lassen. Über „Prepare to Print!“ wird der extrem schnelle Rechenprozess gestartet. Das Ergebnis sieht in S3D dann so aus:
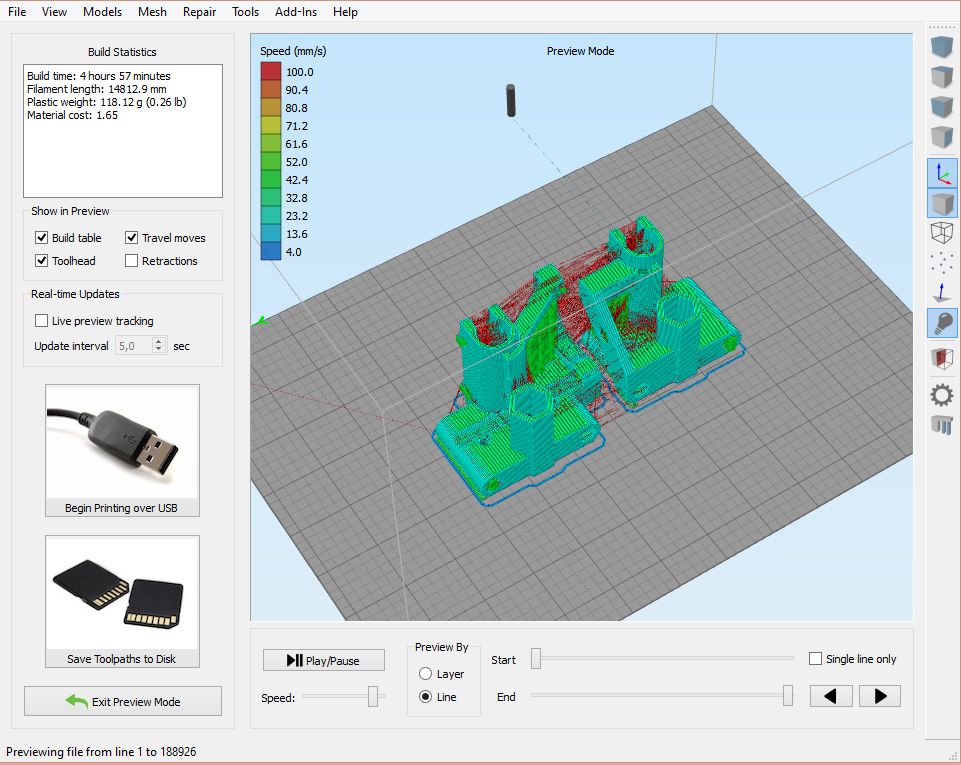
Das Bild mit den beiden SD-Karten führt zum Speicherdialog für den gcode. Ich werde vom Druck berichten …