
Filament zu produzieren ist gar nicht so einfach, vor allem, wenn die Maße stimmen sollen. Die beiden Standarddurchmesser von 1,75mm und 3mm stelle ich mittlerweile recht genau her. Dafür waren viele Versuche mit den verschiedenen beteiligten Faktoren notwendig. Eins der Setups möchte ich hier einmal zeigen:
Für die Unordnung ringsherum muss ich mich gleich entschuldigen. Einen eigenen Raum habe ich natürlich nicht für die Produktion.
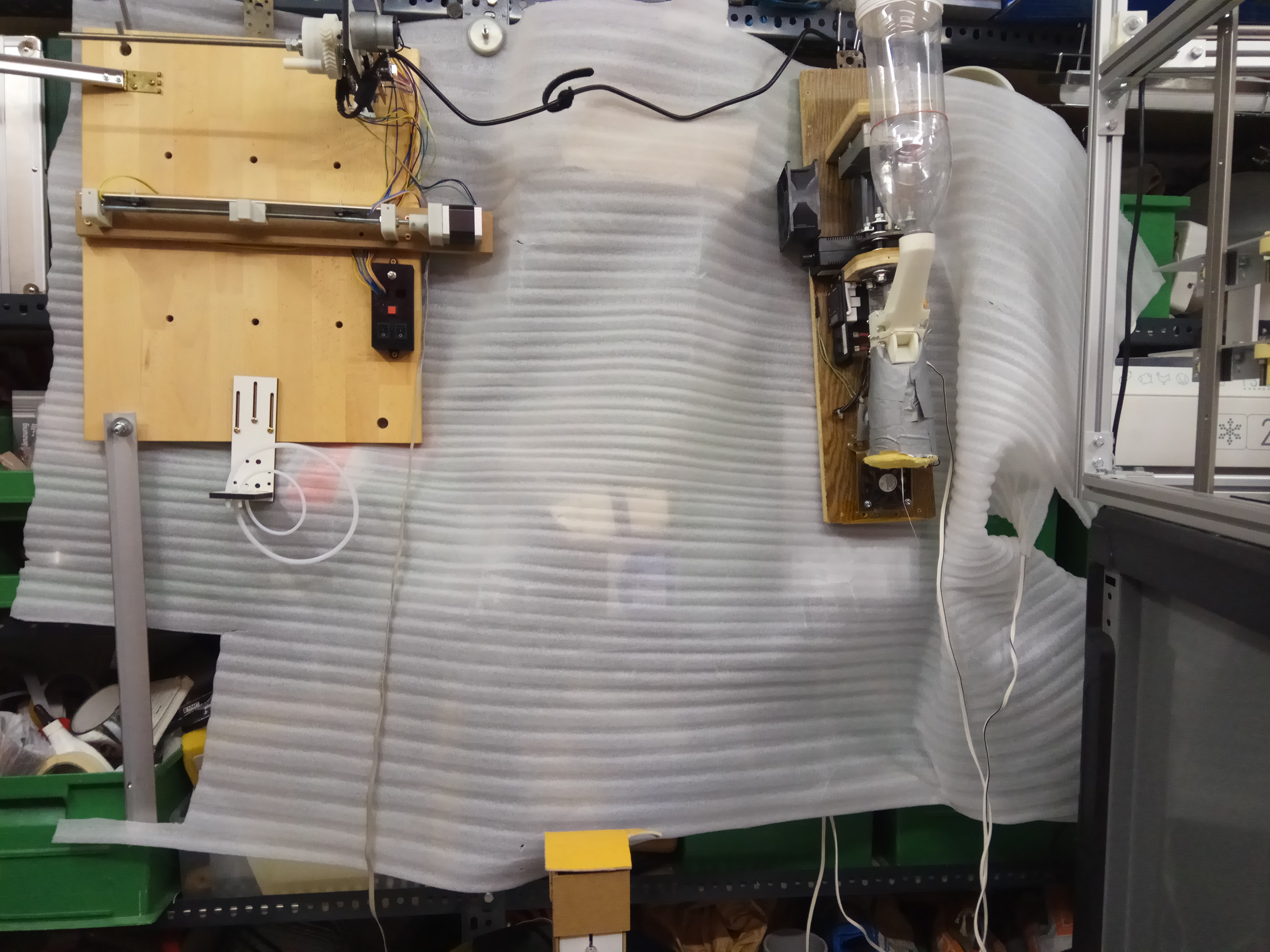
Im Bild oben sieht man die drei entscheidenden Teile der Anlage. Rechts ist der Extruder (Filastruder) in vertikaler Betriebsanordnung und links ist der Wickelautomat (Filawinder). Im Betrieb wäre eine Spule für den fertigen Draht eingespannt. Unten im Bild ist der Sensor für den Wickelautomat zu sehen.

Hauptkomponenten am Extruder sind:
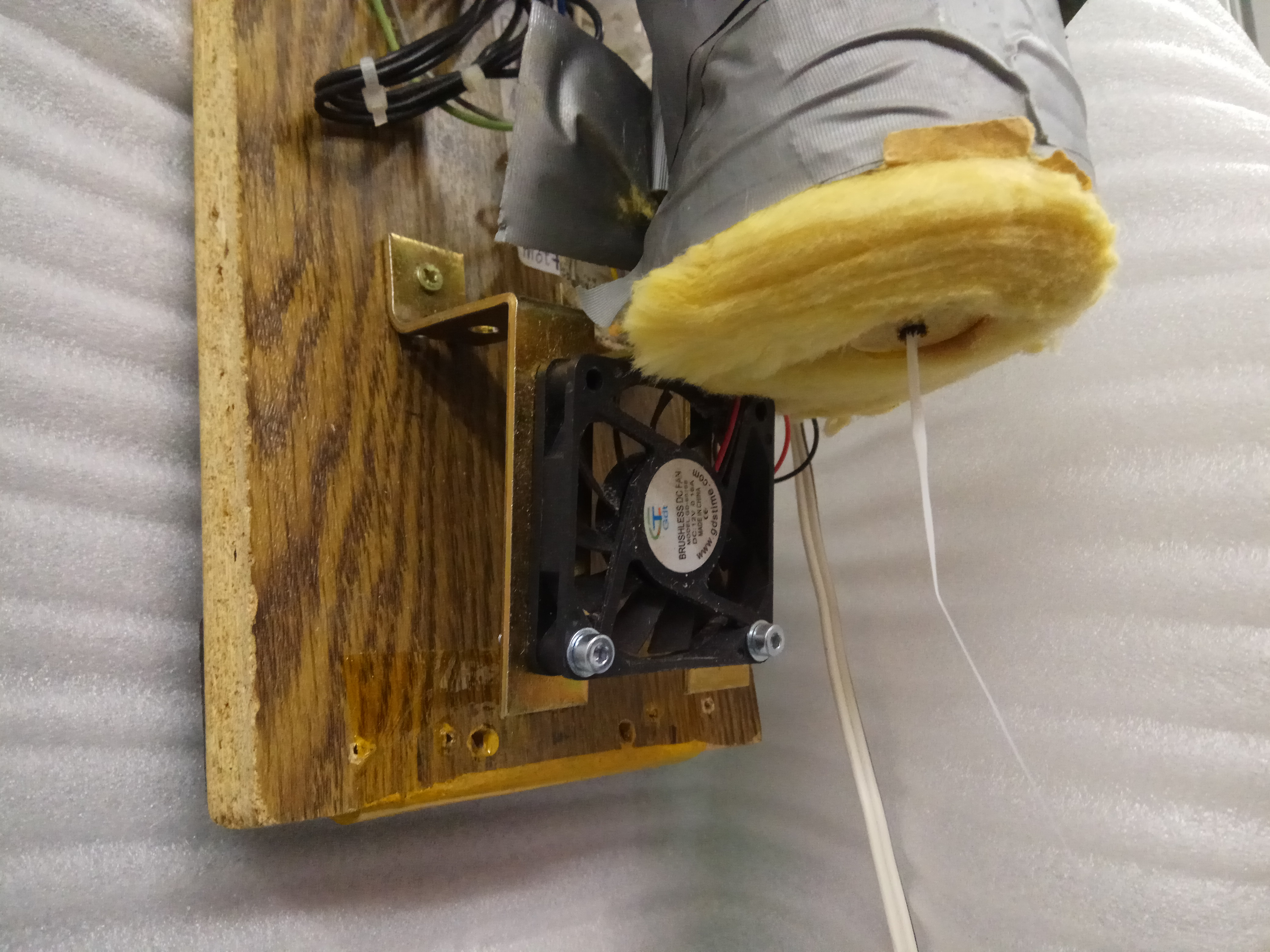
- der Getriebemotor, der durch den großen Lüfter gekühlt wird
- die Drehzahlsteuerung für den Motor (der flache schwarze Kasten unter dem Motor)
- die Temperatursteuerung (PID von SESTOS, unten im Bild)
- die Pelletzuführung und die Heizung der Extruderdüse (nicht im Bild).
Die Motorsteuerung hatte ich eigentlich beschafft, um die Geschwindigkeit herunterzuregeln. Mittlerweile hätte ich lieber höhere Geschwindigkeiten. Die Steuerung steht also immer auf Maximum, – das, was die Motoren der zweiten Generation von Filastruder hergeben. Die Kühlung am Motor würde ich mal als lebensdauerverlängernde Maßnahme verkaufen. Die Kohlen dieser relativ einfachen Motoren leiden unter Hitze ganz besonders.
Die Temperatur habe ich mittlerweile bei 205°C eingeregelt. Mein Terluran GP35 bleibt bei dieser Temperatur schön hell und ist flüssig genug in angemessener Zeit durch die Düse samt vorgeschaltetem Drahtsieb zur Homogenisierung durchzutreten. Bei einem vorhergehenden Setup mit geringerer Temperatur (180-190°C) musste ich feststellen, dass das Filament immer wieder einen ganz leichten Grauschleier erhielt. Das hat sich vor allem im Druck als unschön herausgestellt. Offensichtlich ist bei geringeren Temperaturen die Schmelze noch zu teigig und schmiert zu lange vor dem Drahtfilter herum. Ich kann es mir nicht anders erklären.
Die Extruderdüse habe ich auf volle 3mm aufgebohrt. Sie hatte vorher etwas weniger. Der erzeugte Draht war damit aber immer zu dünn.
Vor der Düse sitzt ein Ventilator, um den austretenden Filamentfaden herunterzukühlen und damit fest zu machen. Direkt hinter der Düse ist der Faden nämlich noch sehr heiß und teigig. Diese Eigenschaft nutze ich aber auch aus. Je länger der erzeugte Filamentdraht nach unten herunterhängt, desto schwerer wird er natürlich. Unter seinem eigenen Gewicht zieht er sich also im heißen, teigigen Bereich noch auseinander. Dadurch wird der Durchmesser kleiner.
Der nächste Schritt war also die Feststellung der „richtigen“ Durchhängung bis zum Wickelautomat, das heißt: Wie weit müssen Extruder und Wickelmaschine auseinanderstehen und wie weit muss der Drahtbogen nach unten durchhängen? Bei 205°C und voller Motordrehzahl hat sich für den 3mm-Draht eine Durchhängung von 95cm und ein Geräteabstand von 80cm bewährt. Der Draht hält dann recht konstant einen Durchmesser von 2,9mm.
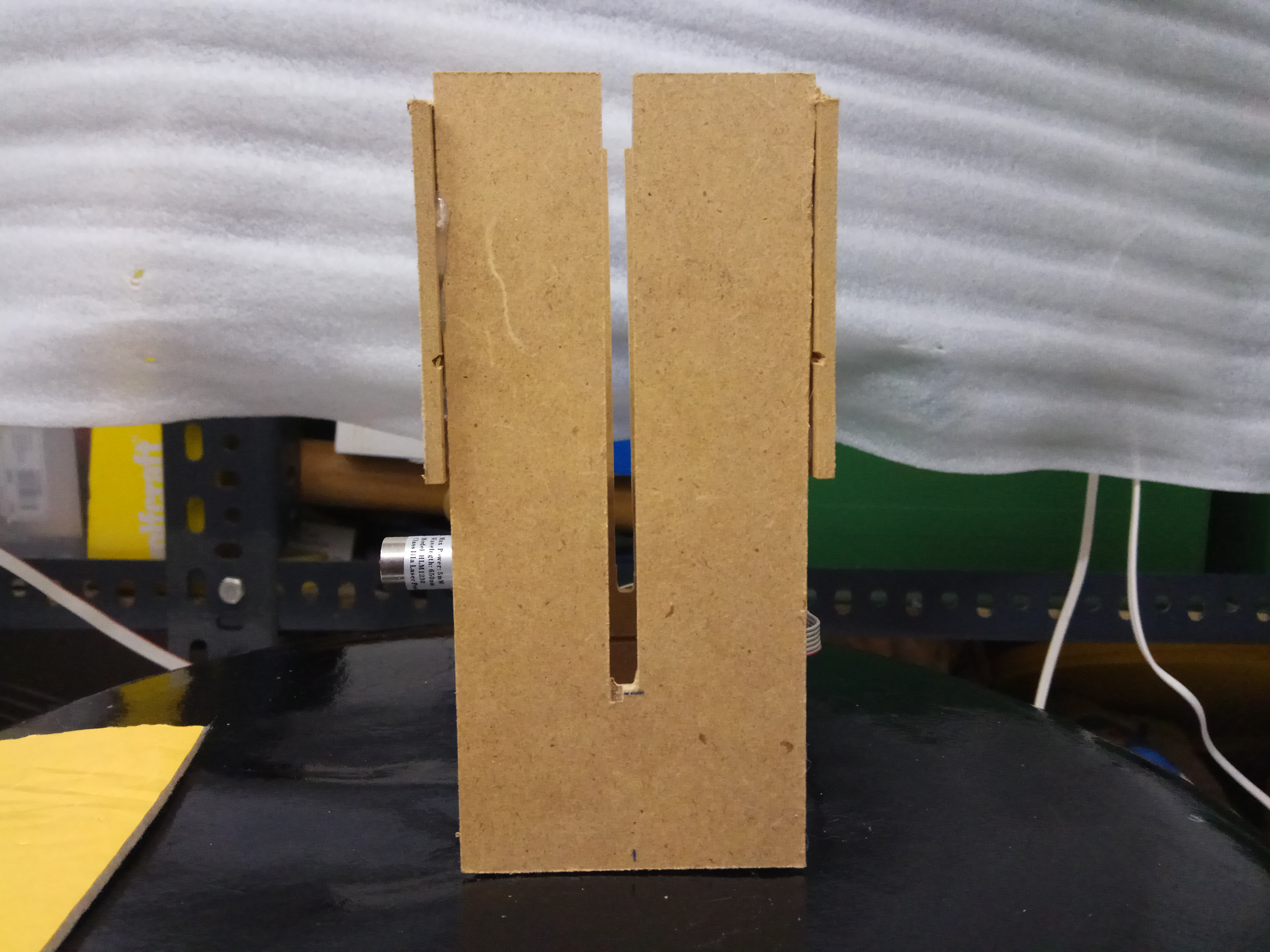
Beim Wickelautomat wurde der Sensor auch noch etwas verändert. Für diejenigen, die den Filawinder nicht kennen, hier eine kleine technische Erklärung dazu: In diesem Kasten ist ein Linienlaser eingebaut, den man auf dem Bild unten sieht. Die vertikale Laserlinie beleuchtet 4 optische Sensoren auf der Rückseite. Der durchhängende Filamentdraht liegt genau im Strahlengang und verdeckt je nach Durchhängung die optischen Sensoren. Wird der untere Sensor verdeckt, muss der Wickelmotor arbeiten, das heißt der Draht wird aufgewickelt. Ist der obere Sensor verdeckt, muss der Wickelmotor stoppen. Somit bleibt die Durchhängung einigermaßen konstant und produzierter Filamentdraht wird sofort aufgewickelt. Die Sensoren müssen bei jeder Produktion neu kalibriert werden, weil in der Software ein Speichern der Kalibrierparameter leider nicht vorgesehen ist. Die Technik hat meines Erachtens einen großen Nachteil, denn durch diese Art der Steuerung, wird immer wieder der Wickelmotor ein- und ausgeschaltet. Dadurch „schwingt“ der Draht und an der Düse könnte es dadurch zu Problemen kommen. Glücklicherweise scheint der Einfluss bei mir so gering zu sein, dass man Ungleichmäßigkeiten weder sieht noch fühlt.
Die ursprünglich völlig offene Bauweise, die den erzeugten Draht nur mit 4 Teflonhülsen führte erwies sich als äußerst störanfällg gegen Fremdlicht. Was lag also näher als eine Isolation gegen fremde Lichteinflüsse.

Richtig! Provisorium. Auf Dauer soll das so nicht bleiben. Ich wollte zunächst mal herausfinden, ob meine Vermutung mit dem Fremdlicht stimmte.
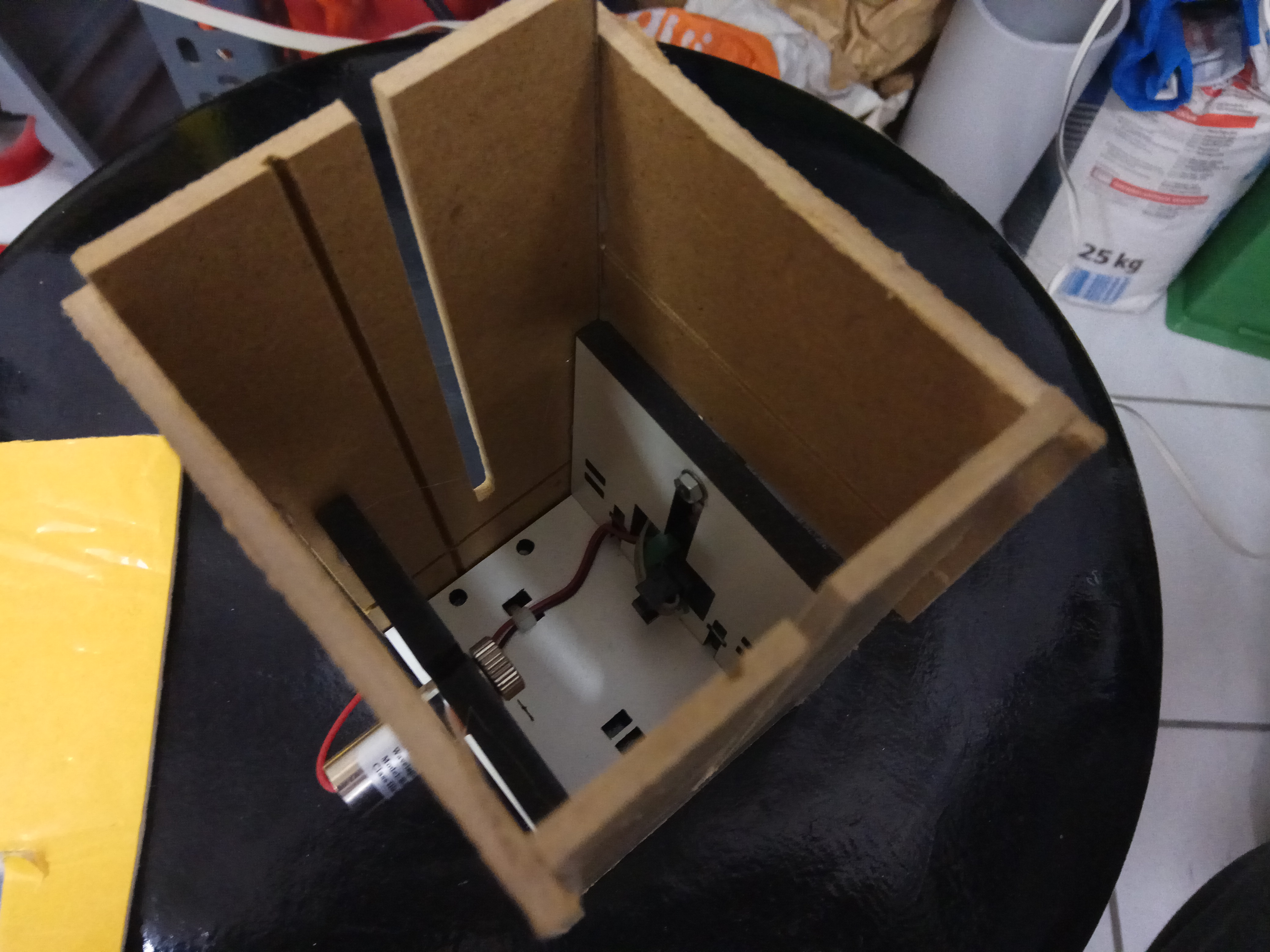
Am Boden sieht man noch die ursprüngliche Konstruktion. Der silberne Zylinder links ist der Linienlaser. Gegenüberliegend ist die vertikal angeordnete Sensorenleiste. Der gelbe Filz, der links am Bildrand zu sehen ist, dient aktuell als Deckel. Somit ist auch von oben Schutz gegeben.
Die Durchhängung bei 1,75mm ist bei mir bei gleicher Temperatur und gleichem Geräteabstand etwa 45cm größer. Natürlich ist es dann auch eine 1,75mm-Düse.
Mein nächster Schritt ist folgender: Die Durchhängung ist ja eher eine provisorische Lösung. Ich will den Draht hinter der Düse durch einen Rollenmechanismus gezielt strecken. Dafür muss ja nur der Rollenblock mit einer definierten Geschwindigkeit ziehen. Ich bin aber nicht der Erste mit der Idee. Lyman macht das an seinem Extruder V5 auch so. Dafür werde ich dann aber wohl ein horizontales Setup wählen. Das oben erwähnte Problem des Schwingens wäre dann auch behoben, weil der Wickelautomat dann von der Düse vollkommen entkoppelt ist.
Außerdem geplant:
Die Düse wird nicht mehr mit 12V und 40W beheizt, sondern mit 230V und gut 200W. Außerdem wird ein Preheater eingebaut, der den Pellets schon deutlich vorher „einheizt“. Teile sind bestellt, – aber China ist weit weg ….