
Wie schon an anderer Stelle angekündigt habe ich meinen Filamentextruder umgebaut. Viele Ideen habe ich auf diversen Seiten des Netzes gefunden. Der Umbau besteht aus einem Upgrade der Heizung und aus einer „Zugeinrichtung“.
Diverse Probleme in der Vergangenheit führten dazu, dass ich im Internet nach anderen Ansätzen für die Filamentproduktion gesucht habe. Zunächst fiel mir auf, dass kein anderer Extruder mit Heizbändern im Niederspannungsbereich arbeitete. Der Filastruder arbeitet mit 12 Volt. Heizbänder für 230 Volt und entsprechender Leistung (200 Watt) waren schnell bei Aliexpress gefunden. Ein ganz wichtiger und nicht zu unterschätzender Vorteil der Niederspannungstechnik ist seine Ungefährlichkeit. Üblicherweise passiert bei Berührung mit 12 Volt nicht viel. Bei 230 Volt sieht das schon ganz anders aus. Lebensgefahr!
Solche Heizbänder werden aber anders angesteuert. Das SESTOS-PID steuert das 12 Volt Heizband direkt an, weil es intern ein Relais verbaut hat. 230 Volt müssen über ein Solid State Relais (SSR) gesteuert werden. Mit niedriger Leistung wird hohe Leistung geschaltet. Das SSR wird über ein PID angesteuert. Dafür bietet sich aufgrund des hervorragenden Preis-Leistungverhältnis das REX C-100 an. Wichtig bei der Bestellung: Es muss für SSR geeignet sein. Es gibt nämlich verschiedene Typen. … und finden kann man das Ganze natürlich auch bei Aliexpress. Einfach Ausschau halten nach einem Set von REX C-100 mit K-Typ-Temperatursensor und SSR.
Der Filastruder benutzt eine Heizband kurz vor der Düse. Zudem wird eine Thermoisolation benutzt um die Wärme zu halten und sogar möglichst weit bis zum Pelleteingang auszudehnen. Bei der geringen Leistung des 12 Volt-Heizbands ist das auch ein guter Ansatz. Bei meiner Recherche vielen mir zwei Geräte auf, die anstelle Isolation gleich zwei Heizbänder verbaut haben. Ein sogenannter Preheater kommt dazu. Was die verlängerte Isolation beim Filastruder bezweckt, wird hier mit direkter Heizleistung ersetzt.
Ein erhebliches Problem ergab sich bei mir bei Ausfall der Wickelmaschine. Dann gab es nur noch Filamentknäule. Beim Lyman-Extruder habe ich die Idee aufgegriffen, das Filament mit einer Zugvorrichtung bei konstanter Geschwindigkeit quasi aus der Düse zu ziehen. Was vorher die Schwerkraft erledigte, wird jetzt durch einen Motorantrieb bewerkstelligt.
Die Ausrichtung meines Extruders bleibt aber weiterhin beim vertikalen Betrieb. Auch wenn fast alle Extruder das anders machen, kann ich auch nach neuerlichen Versuchen keinen Vorteil beim horizontalen Betrieb feststellen. Vielleicht habe ich Glück mit meiner Pelletzuführung. Sie scheint kontinuierliches Nachführen von Rohmaterial zu unterstützen.
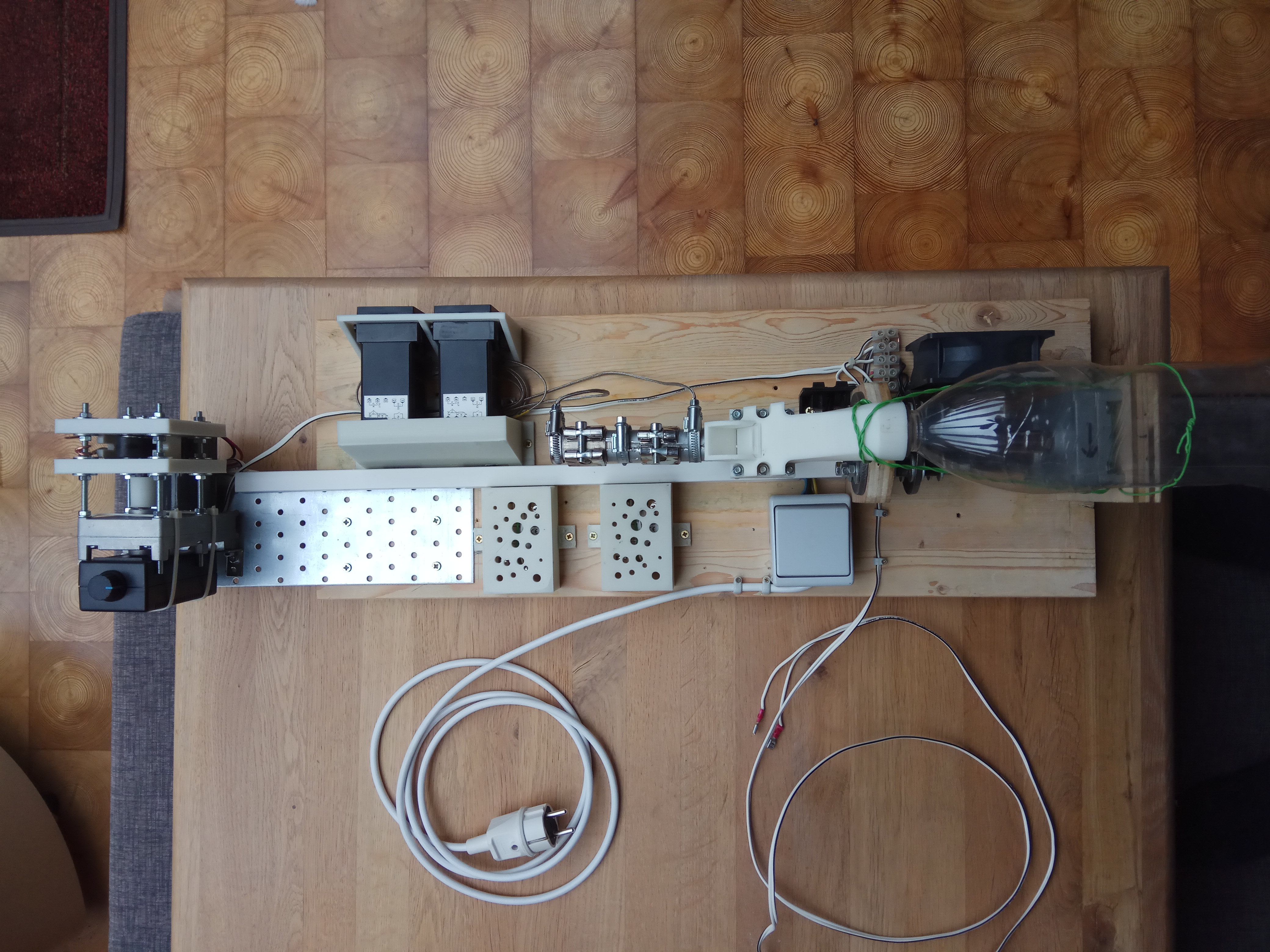
In der Gesamtübersicht sieht der neue Aufbau so wie auf dem oberen Bild aus. Von ganz links angefangen sieht man zunächst die neue Transporteinrichtung. Dann weiter nach Rechts folgen im oberen Teil die beiden PIDs zur stabilen Temperatursteuerung der Heizbänder. Unterhalb etwas weiter rechts verbergen sich unter den gelöcherten Abdeckungen die beiden Solidstate Relais (SSR). Der Schalter ganz rechts ist zum Ein- bzw. Ausschalten der 230V-Leitung. Das Kabel samt Stecker ist unterhalb zu sehen. Rechts daneben liegt die 12V-Leitung. Die Schalter für 12V sind oberhalb der Pelletzuführung zu sehen. Nur in der Vergrößerung sind die beiden Heizbänder auf dem Rohr zu sehen.
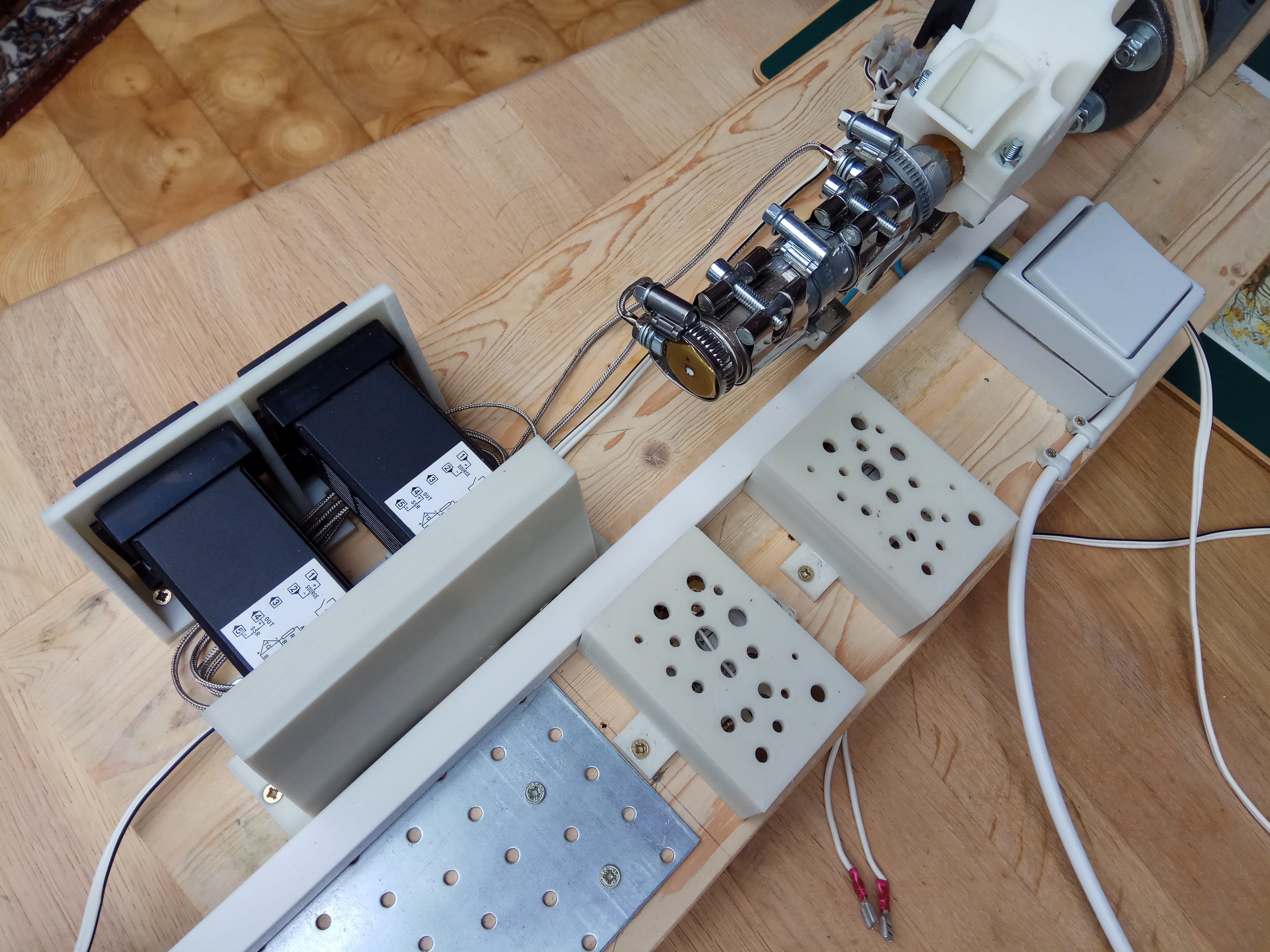
Hier sind Heizbänder und K-Typ-Temperatursensoren schon besser zu sehen.
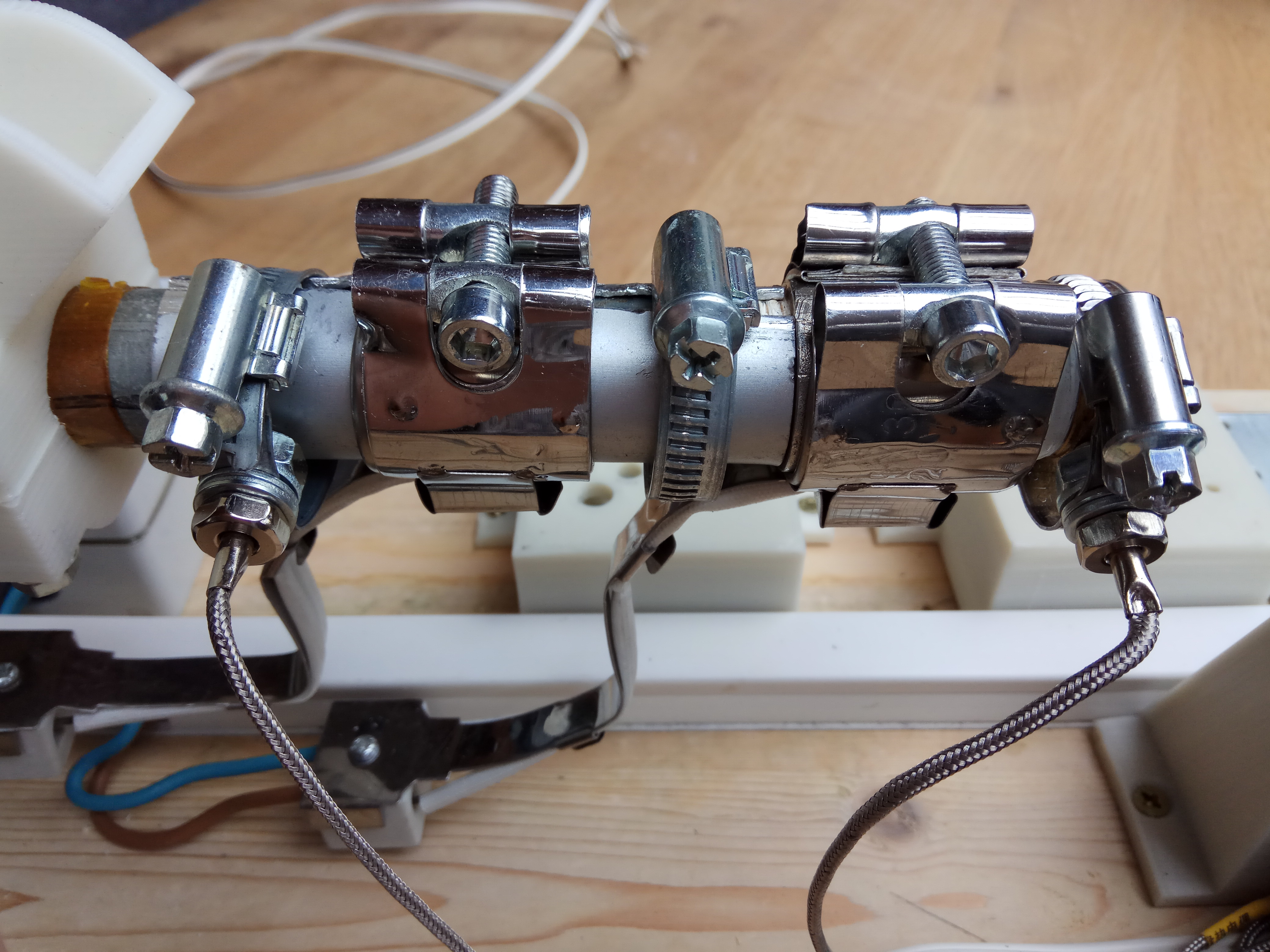
Das Heizband rechts sitzt auf der Rohrmuffe, die etwas dicker ist. Dort passte der Durchmesser perfekt. Was ich schon bei der Bestellung wusste: So leicht wird es im „normalen“ Rohrbereich nicht. Nach viel Überlegen und probieren mit allen möglichen Hilfsmitteln habe ich kurzerhand ein Stück Blech passend um das Rohr gebogen. Diesem Umstand ist auch die zusätzliche Rohrschelle in der Mitte zu verdanken. Die anderen Rohrschellen (ganz links und ganz rechts) halten die Messköpfe der K-Typ-Sensoren am Rohr fest. Die 230V-Anschlüsse sind recht komfortabel ausgeführt und konnten somit mit großem Abstand zum Heizelement nach unten gelegt werden. Keramiklüsterklemmen sind hier angebracht. Hier war natürlich darauf zu achten, dass keine Drähte offen liegen. Zur Sicherheit wurde eine Erdverbindung mit dem Rohr hergestellt. Im Falle eines Durchbrennens oder Ähnlichem schaltet sich der 230V-Strang also ab.

Recht unspektakulär verbergen sich unter den Abdeckungen die beiden SSRs. Ebenso wie der Kabelkanal links daneben sorgt er für geschützte Stromwege. Die SSRs haben übrigens eine LED an Bord, die anzeigt, wann sie durchschalten.

Das sind die beiden PIDs. Unten wird die Wunschtemperatur eingestellt und oben wird die Temperatur laut Sensor angezeigt. Mit Preheat 110°C und Nozzle 152°C fahre ich aktuell ganz gut. Höhere Temperaturen im Preheat sorgen sehr schnell für graues Filament, zumindest bei dem von mir verwendeten Terluran. Die PIDs erlauben sehr viele Einstellungen. In der beigelegten Anleitung findet man das Wichtigste dazu. Die Rückseite der PIDs musste wieder gekapselt werden, weil dort 230V-Anschlüsse vorhanden sind. Die Kleinspannung für die SSRs stellen die PIDs selbst her.
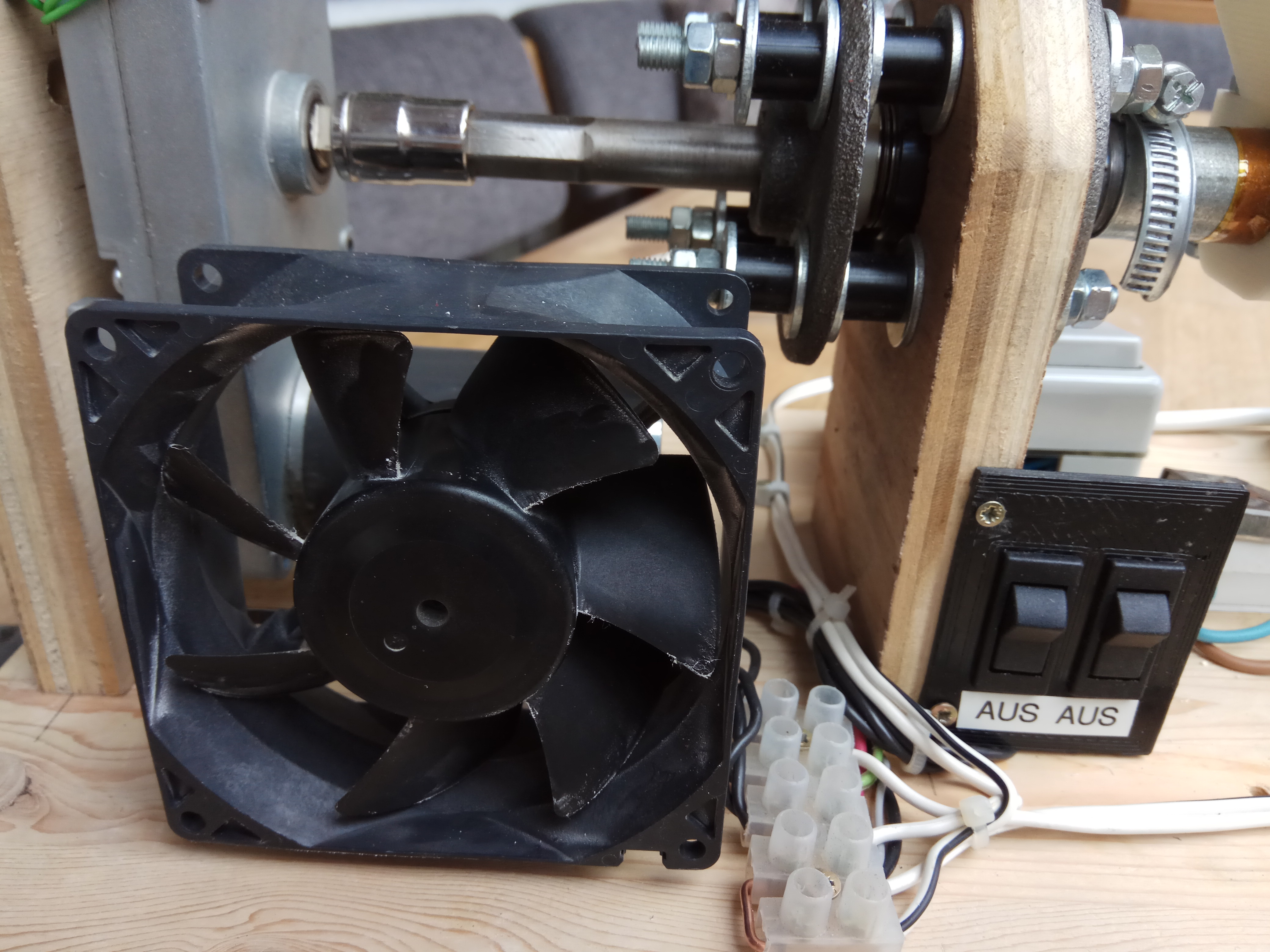
Der Ventilator kühlt den Extrudermotor, – nichts Neues. Das war schon vorher so. Daneben die Lüsterklemmenleiste für die 12V-Versorgung. Die beiden Schalter steuern den Extrudermotor und den Transportmotor am Ende des Extruders.

Hier ist die Zugvorrichtung zu sehen, die den noch heißen Faden aus der Extruderdüse langzieht. Die ganze Konstruktion ist wenig spektakulär. Ich hatte noch einen kompletten Extruderantrieb von Filastruder übrig und aus zwei Gerätegummifüßen wurden zwei Antriebsrollen. Der Kasten rechts ermöglicht per Pulsweitenmodulation die Geschwindigkeitsregelung.
Sicherlich fällt der gelbgrüne Erddraht auf. Ein kleiner Exkurs dazu. Mir war ja schon bei der alten Konstruktion aufgefallen, dass ständig aus unerfindlichen Grüßen die Wickelmaschine ausfiel. Das Problem häufte sich mit dieser oben beschriebenen Konstruktion deutlich. Immer wenn ich die Anlage startete lief alles vollkommen problemlos. Wenn ich dann nach einiger Zeit wieder in meine Produktionsräume ( 😆 , meinen Keller) kam, stand die Wickelmaschine wieder. Irgendwann fiel mir dann auf, dass ich immer einen kleinen elektrischen Schlag bei Berühren des Geschwindigkeitspotis bekam. Irgendwann dämmerte es dann. Statische Aufladung. Da ein Kunststoffdraht durch die beiden Gummirollen läuft, baute sich eine Menge statischer Ladung auf, die sich auch auf die ARDUINO-Elektronik der Wickelmaschine auswirkte. Der gelbgrüne Draht ist wirklich ein Erdungsdraht. Der Filamentdraht wird daran entlanggeführt und gibt seine Ladung ab. Seitdem ist Ruhe.

Noch ein Blick aus einem anderen Winkel.
Ich musste noch sehr viel mit Temperaturen und Geschwindigkeiten variieren. Dadurch musste dann auch die Zugeinrichtung weiter von der Düse entfernt angebracht werden, weil sonst der noch heiße Draht einfach plattgedrückt wurde. Kühlen des Drahtes direkt hinter der Düse geht leider bei meinem Material nicht. Aufgrund der Oberflächenspannung wird der Draht dann nahezu zur Spirale. Bei anderem Material mag das funktionieren. Ich habe jetzt mein Filament bei einem mittleren Durchmesser von 2,9mm und Abweichungen bis maximal 3,1mm und minimal 2,7mm.
Ich denke, dass die Toleranzen aus der ungleichmäßigen Geschwindigkeit des Extrudermotors und der Zugeinrichtung herrühren. Vielleicht sollte man die Antriebe durch Schrittmotoren ersetzen?
Ein anderes Mal. Jetzt habe ich schon wieder etwas anderes im Visier. Dazu gibt’s bald einen neuen Bericht.
„“Ein ganz wichtiger und nicht zu unterschätzender Vorteil der Niederspannungstechnik ist seine Ungefährlichkeit““
So ungefährlich ist Niederspannung nicht:
https://de.wikipedia.org/wiki/Niederspannung
Da gebe ich Dir voll und ganz Recht. Nur gegenüber 230V ist 12 Volt schon ein bisschen ungefährlicher, – und das war damit gemeint. Trotzdem ganz klar meine Empfehlung dahingehend überhaupt keinen Kontakt des Körpers mit jeglichen stromführenden Anschlüssen und Leitungen zuzulassen. Vorsicht walten lassen.
Dass ich hier den Begriff „Niederspannung“ nicht sauber gewählt habe, ist dann sicherlich auch ein berechtigter Kritikpunkt. Ich werde es mir merken. Aber ich glaube, dass der Kontext meinen Gedanken dabei richtig wiedergibt.
Hi,
im Technikum „um die Ecke“ wird das Extrudat durch ein Wasserbad geführ und dann aufgewickelt oder abgelängt.
Das könnte vllt. auch die Elektrostatik beseitigen.
Leider weiß ich nicht, was mit Technikum „um die Ecke“ gemeint ist. Die Kühlung im Wasserbad ist mir bekannt. Bei ABS habe ich aber die Sorge, dass das Filament Wasser aufnimmt.