Mal wieder ein wenig Grundlagen. Und diesmal voller Eigennutzen, denn ich brauchte die Information selbst, um etwas zu experimentieren.
Die üblichen Schrittmotortreiber im Bereich 3D-Druck kommen von der Firma Pololu. Es gibt da zum einen den A4988 und zum anderen den DRV8825. Der Letztgenannte hält höhere Ströme aus, wird zudem nicht so heiß und bietet 1/32 Mikrosteps. Bei Neubauten würde ich dazu raten. Pololu (Schrittmotortreiber) einstellen weiterlesen →
Hier eine Auflistung in Bildern, welche Plastikteile für einen Mendelmax 1.5 benötigt werden. Diese Teile sind für 20mm-Extrusionen und 8mm-Wellen ausgelegt. Vorstellbar sind natürlich auch andere Werte. So werden zum Beispiel gerne 10mm-Wellen genommen um die Stabilität zu erhöhen.
Den dargestellten Teilesatz kann ich auf Anforderung gerne fertigen. Auch bei anderen Wünschen versuche ich gerne zu helfen. Bitte einfach Kontakt aufnehmen.
Die Teile sind aus Terluran GP-35 (ABS) ungefärbt hergestellt. Die Teile sind cremeweiß. Außerdem sind die Teile noch nicht bearbeitet. Sämtliche Stützkonstruktionen sind noch vorhanden und die Löcher haben noch nicht das richtige Maß. Das muss jeder selbst bearbeiten, – ist ja schließlich ein Hobby.
Die alten Bilder habe ich gelöscht, denn mittlerweile gibt es neue und wesentlich bessere Bilder hier.
Ich drucke ABS grundsätzlich auf einer Spiegelfliese, die mit Kaptonband beschichtet ist. Vor jedem Druck wische ich dann noch das Kaptonband mit Aceton ab um jegliche Verunreinigung mit Fettrückständen zu verhindern.
Der zweite Grundlagenartikel widmet sich den Endstops.
Damit sich die Firmware und das Hostprogramm orientieren können, muss in wenigstens einer Richtung eine Endposition per Hardware anfahrbar sein. Letztendlich wird hier eine Nullposition oder auch ein Koordinatenursprung vorgegeben, zumindest wenn man die Endstops am Minimum anlegt. Endstops weiterlesen →
Der erste Teil des Umzugs des Druckers in die Heated Chamber ist vollzogen. Leider aber nicht so, wie ich mir das dachte. Die Crimpkontakte, die ich für eine saubere Verdrahtung des neuen RAMPS gebraucht hätte, sind nicht gekommen. Also fand der Umzug nur mit der alten Elektronik statt. Heated Chamber – Umzug Teil 1 weiterlesen →
Immer wieder tauchen Fragen zu bestimmten Grundlagen auf. Ich habe deshalb eine neue Kategorie eröffnet, in der ich solche Themen aufgreife. Eine ganz wichtige Grundlage zuallererst: Sauberes genaues Arbeiten spart viel Ärger. Wir basteln hier zwar, – aber es soll doch nicht so aussehen und funktionieren soll es doch auch, – oder? Und weil ich es immer wieder sehe: Bei Verschraubungen nimmt man grundsätzlich Unterlegscheiben. Die sind nicht nur schön sondern unerlässlich um die Presskraft der Verschraubung sauber in die Teile zu führen.
Im ersten Beitrag dieser Art geht es um die Montage der Druckfläche auf das Y-Carriage.
Der Winkel ist doch stabiler als erwartet. Ich habe mich entschieden, ihn auch für den unteren Teil zu nehmen. Jetzt heißt es: Massenproduktion. Ich brauche noch eine ganze Menge davon.
Heute habe ich den Winkel für die Verbindung der Aluminiumprofile zu einem Rahmen entworfen. Das erste Teil habe ich auch schon fertig ausgedruckt und testweise mit zwei Profilen verschraubt.
Der Winkel in FreeCAD
8 Winkel werden gleichzeitig gedruckt -> gute 9 Stunden wird es dauern.
Der erste fertige Winkel
Der erste fertige Winkel
Die Winkel im unteren Teil will ich anders gestalten.
Sobald dann alle Winkel fertig konstruiert sind, werde ich sie in thingiverse einstellen und hier referenzieren. Diese Files werden dann natürlich nicht den Namenszug enthalten.
Ich habe übrigens auch ziemlich lang gesucht, wie man Text in Konstruktionen einbindet. Auch hier gibt es wieder ein hervorragendes Schulungsvideo: SVG Text To FreeCAD Part
Die Drucke haften zwar ganz gut auf dem Heatbed aber bei größeren Teilen führt die Abkühlung immer wieder dazu, dass die Layer nicht richtig haften und sich das Teil verzieht. Im Internet gibt es diverse Diskussionen dazu und auch im Gespräch mit einem Kunststoffverarbeiter hier in der Nähe stellt sich raus, dass eine Kapselung des Druckraumes sehr vorteilhaft ist. Eventuell lässt sich auch der Geruch des geschmolzenen Plastiks damit etwas mildern. Ziel soll zunächst mal sein, etwa 50-60°C im Druckraum zu halten. Heated Chamber – warme Druckkabine weiterlesen →
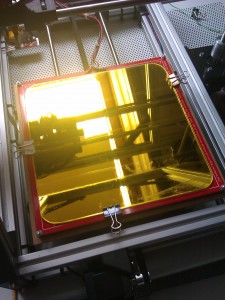
Ein Bild vom beheizten Druckbett. Bei ABS heize ich beim ersten Layer auf 115°C und dann halte ich die Temperatur bei 110°C. Auf der roten Heizplatte liegt eine Spiegelfliese. Diese ist mit Kaptonband beklebt. Das Kaptonband wird vor jedem Druck mit Aceton abgewischt. Die Haftung ist sehr gut.Die Spiegelfliese muss mit Klammern befestigt sein, sonst rutscht sie bei Drucken weg.
Alles rund um das Hobby Materialbearbeitung
Diese Website benutzt Cookies um zu funktionieren. Direkte Werbung wird nicht betrieben und Daten werden an niemanden weitergegeben. Ich bin selbst der Serverbetreiber.
Wenn du die Website weiter nutzt und diese Entscheidung mit dem OK-Button bestätigst, gehe ich von deinem Einverständnis aus.