
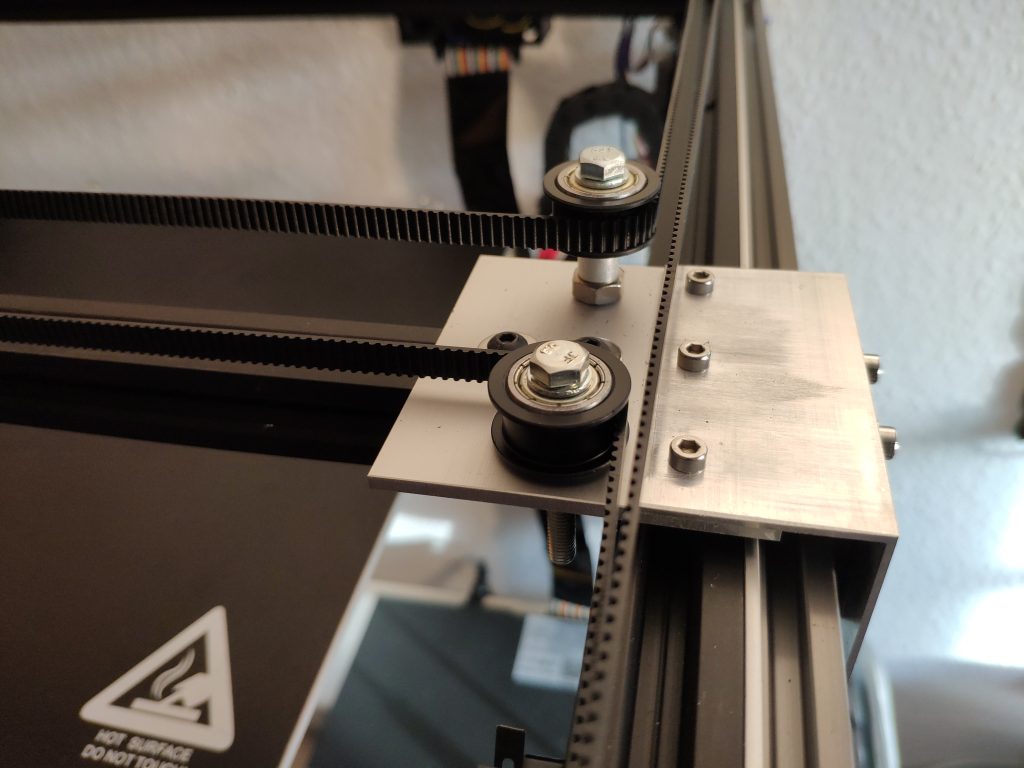
Schon nach den ersten Drucken fiel mir am Tronxy X5SA auf, dass die Lager der X- und Y-Achse nicht optimal aufgelegt sind. Egal wie gut man mit den Excenterschrauben die Anpressdrücke einstellt: Gleichmäßig wird es nie und Verschleiß ist vorprogrammiert. Das soll sich ändern. Der Beitrag beschreibt den Umbau auf Linearlager der Firma igus.
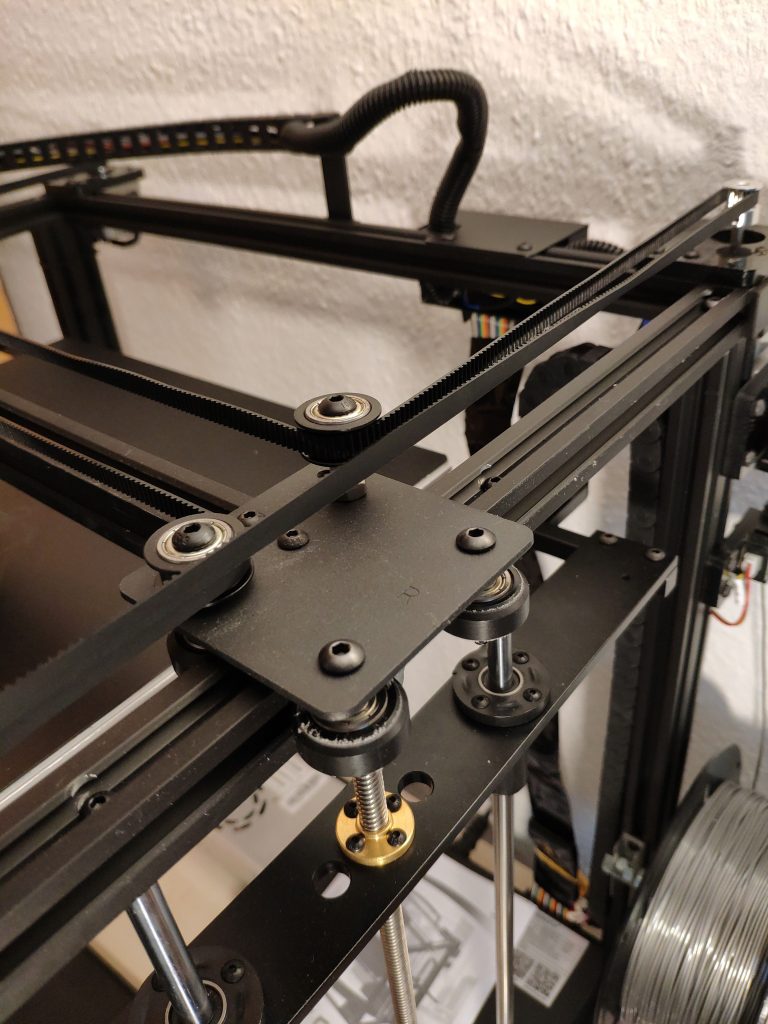
Der Abrieb an den Rollen ist deutlich zu sehen. Wenn das schon nach den paar ersten Drucken zu sehen ist, wird das nicht lange gutgehen.
Ich habe im online-Katalog von igus folgende Komponenten ausgesucht um eine vollständige Änderung der Lagerung durchzuführen:
TS-04-15
drylin T Miniaturführungsschienen, 3 * 60cm
TWE-04-15
drylin T Miniaturführungswagen einstellbar, 3 Stück
Die Teile wurden mir freundlicherweise von igus zur Verfügung gestellt. Für die Teile und den freundlichen Support bedanke ich mich.
Die Größe 15 ergibt sich aus der Anpassung an die Profilgröße 2020. Schiene und Führungswagen sollen stimmig zum Drucker passen.
Ich beginne meine Umbauarbeiten mit den beiden Führungen links und rechts. Zuerst habe ich die bestehenden Verhältnisse fotografiert und ausgemessen. Das Ziel war, möglichst wenig an der sonstigen Mechanik zu ändern. Die Riemenführungen sollten ebenfalls unangetastet bleiben, mal abgesehen davon, dass sie teilweise auf den neuen Wagen umziehen.
Aus den aufgenommenen Abmessungen und den Daten der neuen Teile (igus-Webseite, s.o.) entstanden Skizzen für die neuen Wagen. Für mich stand sehr schnell fest, dass die Platzverhältnisse nur eine Schienenposition außen am Gehäuse zulassen.
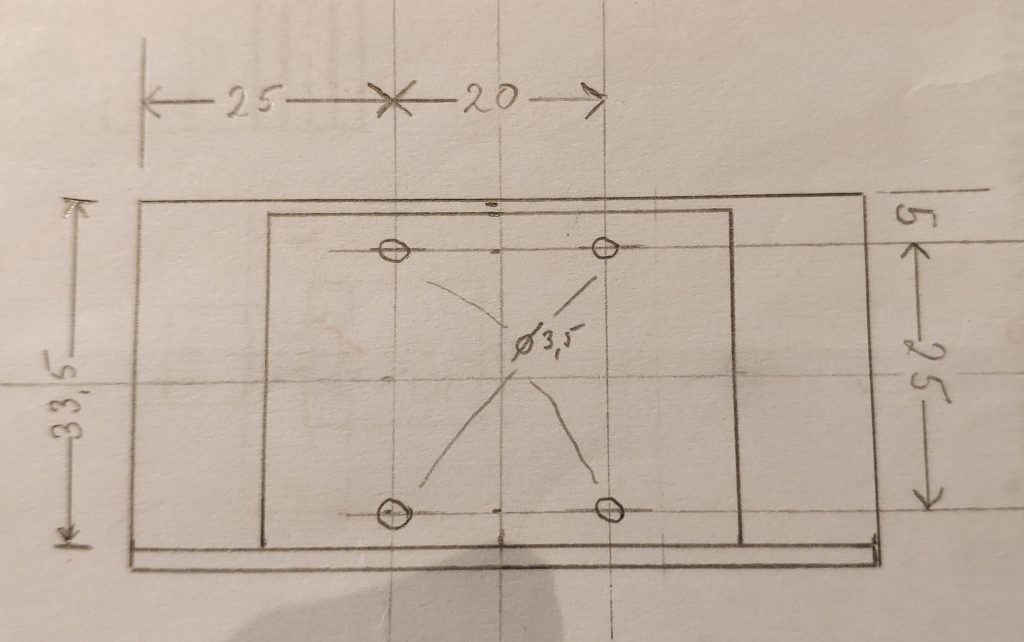
Der linke und rechte Wagen sind vollkommen identisch, weshalb die Skizzen für die Fertigung beider Seiten taugen. Oben im Bild sieht man den senkrechten äußeren Teil eines Aluminiumwinkels (35*35*1,5). Das innere Feld beschreibt die Löcher zu Befestigung des igus-Führungswagens.
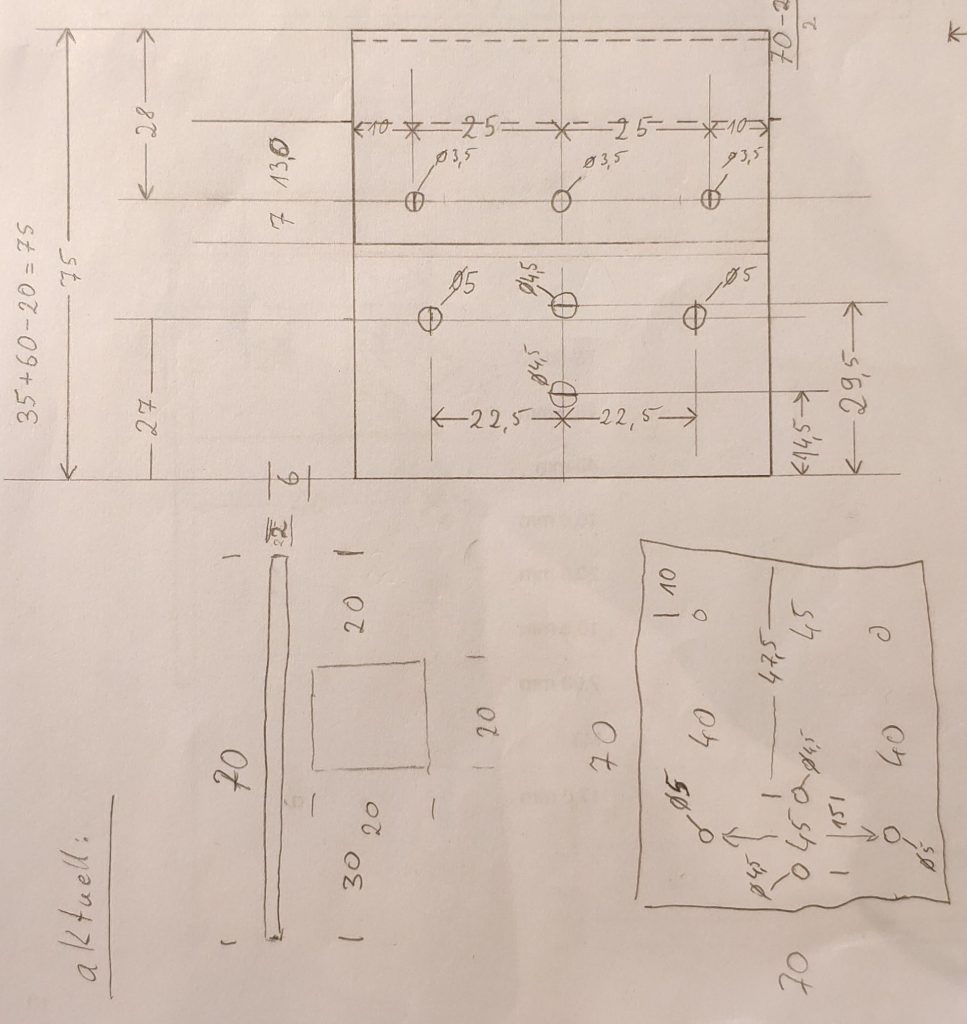
Der horizontale Teil des Aluwinkels, der auf der Oberseite vor- und zurückläuft ist auf der zweiten Skizze zu sehen. Die obere Lochreihe ist für Schrauben, die den Aluwinkel mit eine Aluplatte verbinden. Die unteren äußeren Löcher nehmen die Riemenführungen auf und die inneren Löcher sind für die Verschraubung der X-Achse gedacht.
In „Natur“ sieht das dann so aus:
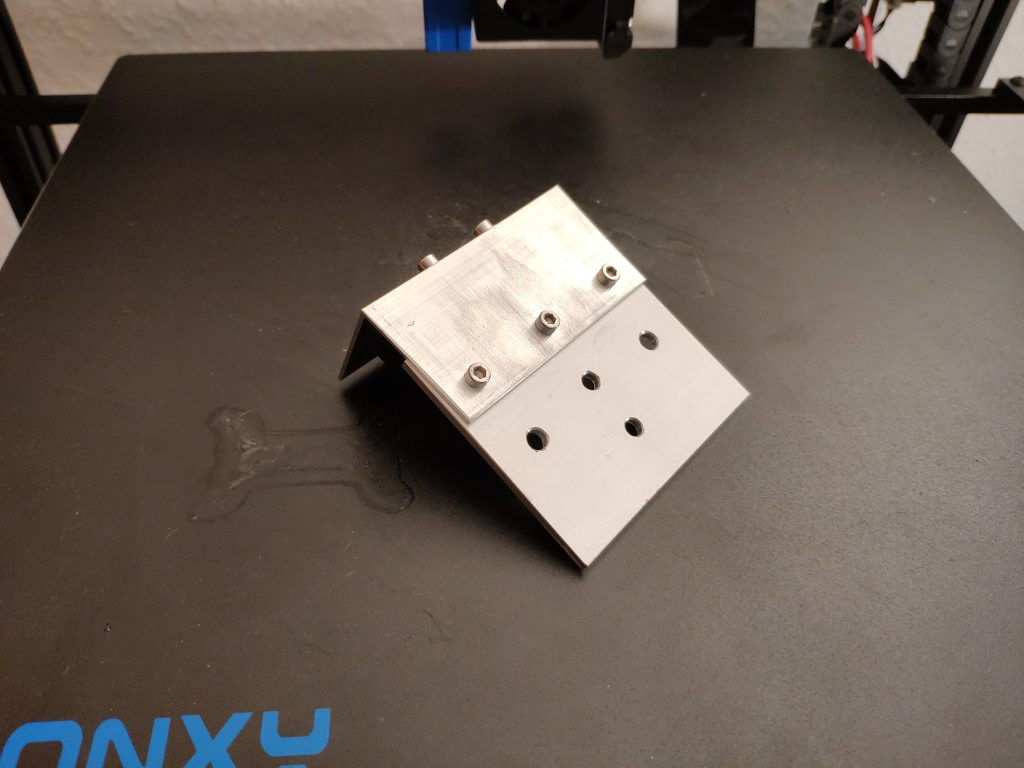
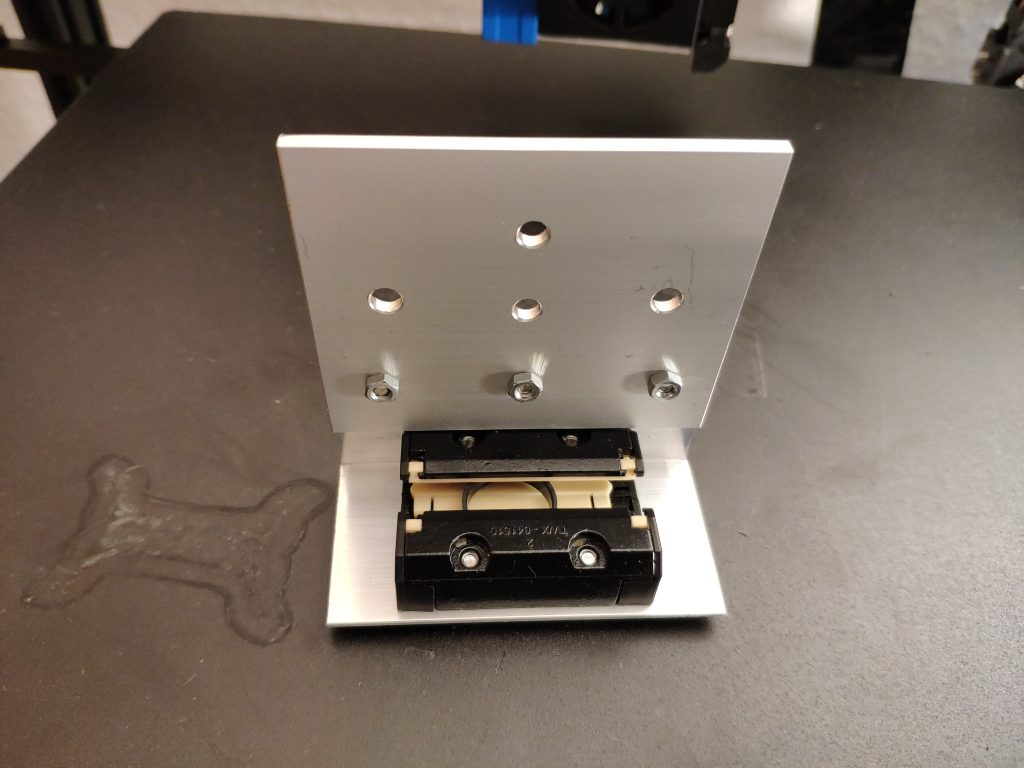
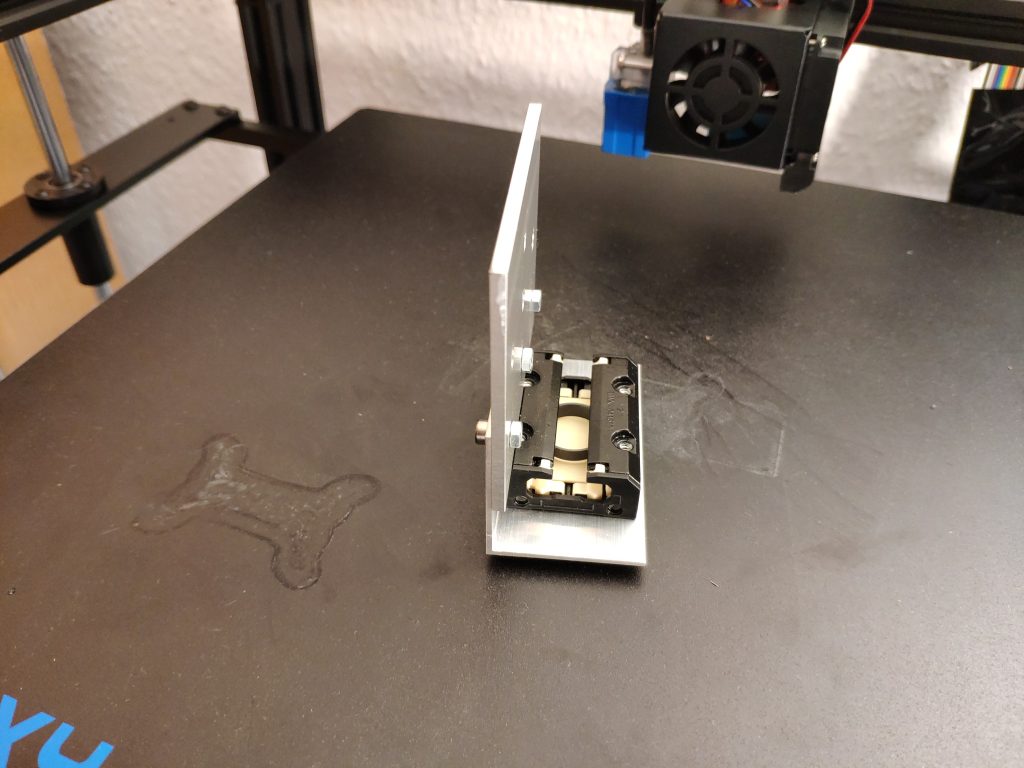
Durch die nach unten versetzte Platte kommen die neuen Platzverhältnisse den alten sehr nahe. Das kommt speziell den Riemenführungen zugute, an denen deshalb keine Änderung notwendig wird.
In diesen Bildern ist der rechte Winkel einfach nur mal zum Vergleich auf das rechte Profil aufgelegt.
Der nächste Schritt ist das Anbringen der Schiene. Die Schiene verfügt werksseitig bereits über Löcher und Senkungen für das Verschrauben auf einem Untergrund. Die Idee, die Schiene mit den üblichen Profil-Nuts zu fixieren habe ich aus zweierlei Gründen nicht verfolgt. Erstens sind die Löcher für 3mm-Schrauben gemacht. Gibt es für das 2020-Profil überhaupt Nuts für 3mm-Schrauben? Zumindest habe ich keine. Zweitens befürchte ich, dass das nicht exakt und gerade werden würde.
Also werden Löcher durch das Profil gebohrt. Aufgrund der notwendigen Präzision sollte das nur mit entsprechenden Vorrichtungen gemacht werden. Auf meiner Fräse mit Positioniereinrichtung war das kein Problem.

Die Abstände der Löcher in der Schiene sind jeweils 40mm. Es ist sicherlich nicht notwendig jedes Loch zu benutzen. Ich habe pro Schiene 6 Montagepunkte gewählt. Man muss da aufpassen, dass man nicht mit anderen Anbauteilen in Kollision gerät. Zudem habe ich Wert darauf gelegt, dass das Ganze symmetrisch aussieht. Von den 60cm-Schienen musste ich dann also beidseitig etwas abschneiden. Auch hier ist sehr wichtig sauber zu arbeiten. Die Schienen sollten natürlich nicht beschädigt werden. Nach dem Sägen sind die Kanten gründlich zu entgraten und ggfls. etwas anzuphasen, ansonsten kann es passieren, dass der Lagerschlitten schon gleich beim Aufschieben Schaden nimmt.


Ich habe die Schienenlänge so gewählt, dass sie die Stirnseiten des vorderen und hinteren Aluprofils auch gleich mit abdeckt. Mir kam das harmonischer vor. Beim Verschrauben passen die 3mm-Muttern problemlos in die Nut. Die Beilagscheiben lassen sich durch leichtes Schrägstellen ebenfalls auffädeln.
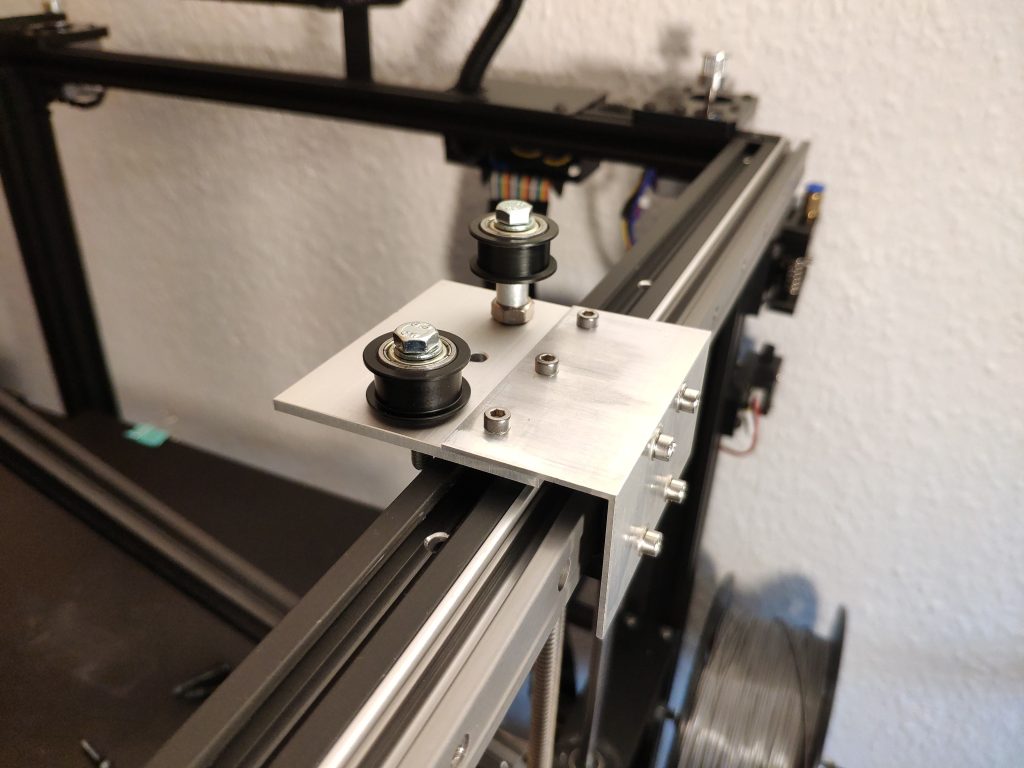
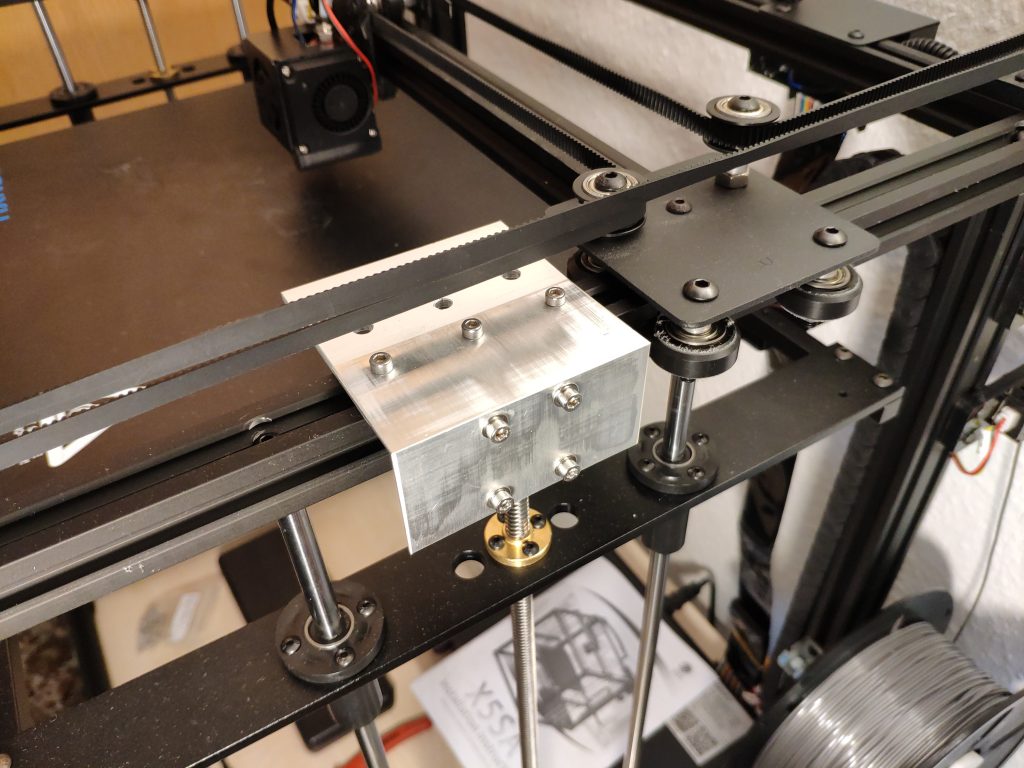
Nach dem Aufschieben des Führungswagens und Anbringen des bearbeiteten Profils sieht das dann so aus, wie auf dem obigen Foto. Die Riemen sind noch nicht aufgelegt. Die beiden Riemenrollen sind prinzipiell von der alten Konstruktion übernommen worden. Die Schrauben habe ich allerdings gewechselt. Bei mir kamen dann auf der Unterseite auch keine selbstsichernden Schrauben auf das Gewinde, sondern ich habe Sprengringe und normale Muttern genommen. Meines Erachtens reicht das. Wir werden sehen.
In dieser Phase sollte sich der Führungswagen völlig frei und „geschmeidig“ bewegen können. Sind an irgendeiner Stelle Behinderungen spürbar, sollte dem auf den Grund gegangen werden.
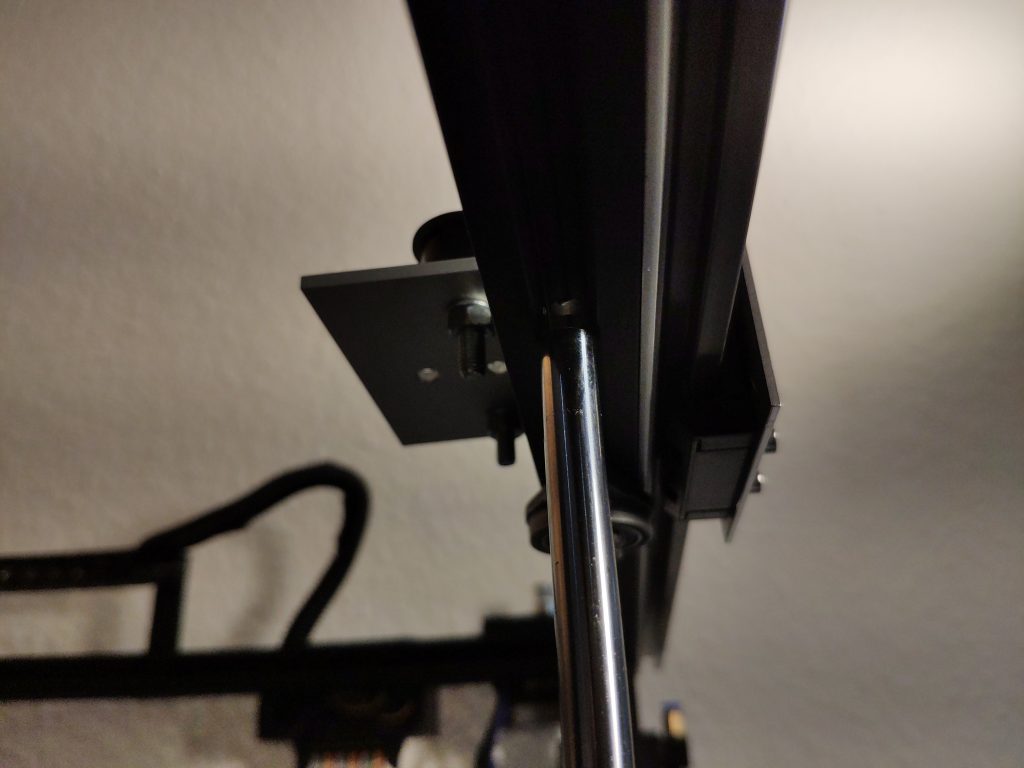
Für das Abnehmen des oberen Profils muss man ja die Z-Führung oben abnehmen. Beim Einbau sollten die Ratschläge aus meinem zweiten Beitrag zum Tronxy-Aufbau berücksichtigt werden. Ich darf da jetzt drauf rumreiten, denn mir ist es tatsächlich auch passiert, dass ich in diesem Schritt gepatzt habe und dann bei der Inbetriebnahme des Umbaus Probleme auftraten. Man merkt das kaum beim Drehen der Z-Spindel von Hand!
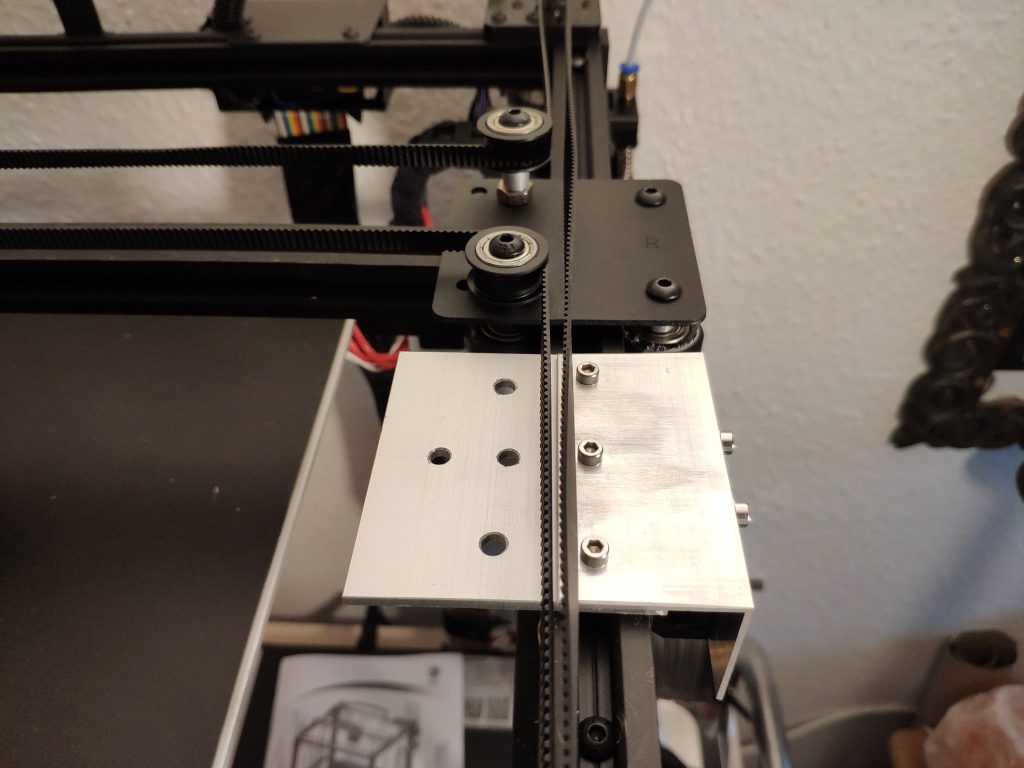
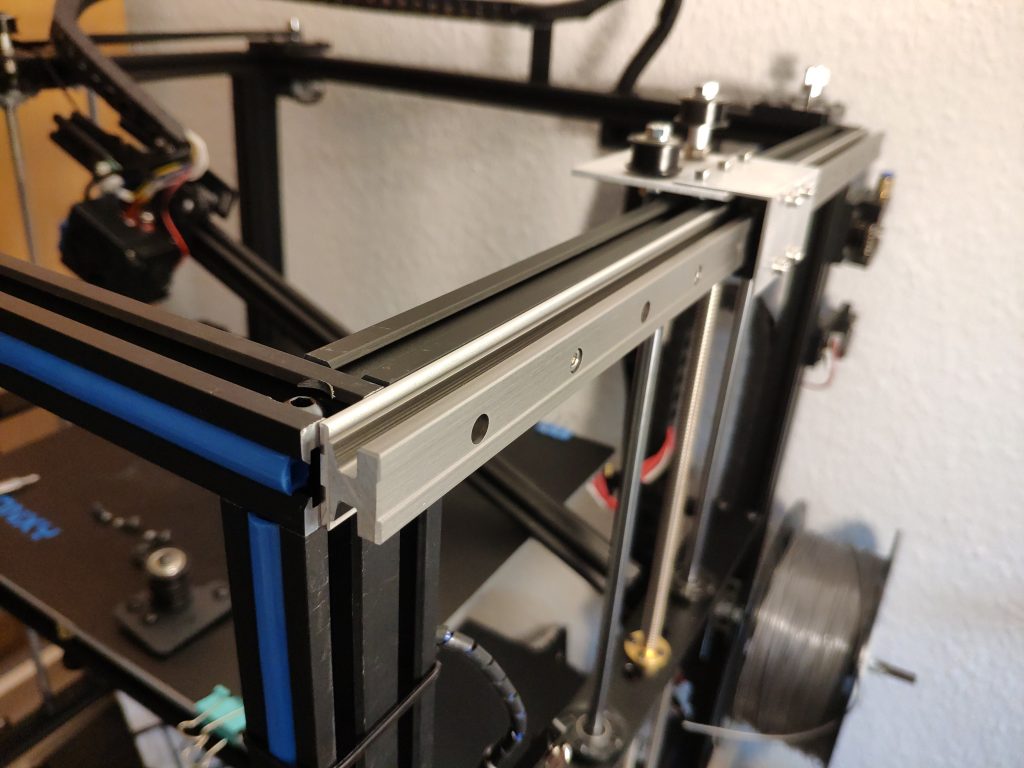
Hier ist das X-Profil schon wieder installiert und die Riemen sind schon wieder aufgelegt.
Das Installieren des X-Profils ist übrigens nicht ganz so einfach. Trotz aller Skizzen und Überlegungen, ließ sich das Profil nicht so installieren, dass die Schlitten weiter beweglich waren. Es war einfach zu eng. Ich habe dann auf der linken Seite in mein neues Schlittenteil statt der normalen Bohrungen Langlöcher eingeschliffen. So konnte ich dann beim Zusammenbau entsprechend anpassen. Ein weiterer Punkt ist noch der Winkel. Wenn die seitlichen Schienen nicht genau senkrecht angebracht sind oder der Winkel oder das angesetzte Blech krumm sind, wird sich bei der Verschraubung des X-Profils in der ganzen Konstruktion eine Verspannung ergeben, die das Ganze unbenutzbar macht. Vor dem Auflegen der Riemen sollte man nochmal prüfen, ob die Konstruktion wirklich frei beweglich ist. Wenn die Bewegung der X-Achse mit den Schlitten nach vorn und nach hinten wesentlich schwergängiger ist als vorher mit den Rollen, hat es nicht viel Sinn so weiterzumachen. Die Schrittmotoren werden es nicht sicher bewegen können.
Das Auflegen der Riemen mit Herstellung der entsprechenden Riemenspannung ist auch noch so ein Problem. Die Umschlingung der Motoren muss gut sein. Die Riemenspannung darf aber auch nicht so groß sein, dass die Spannung über die X-Achse die neuen Schlittenführung belastet.
Die neue Konstruktion bedingt aufgrund der Vorhergehenden Zerlegung und des erneuten Zusammenbaus eine neue Kalibrierung des Drucktisches und des Z-Abstandes. Mit den Assistenten ist das schnell gemacht. Auch hier weise ich nochmal auf meine Tipps zum Zusammenbau hin.
Jetzt soll gedruckt werden, um zu sehen, ob der Umbau erfolgreich war. Ein erster Versuch war leider nicht erfolgreich und ich habe ihn schon sehr schnell abgebrochen.
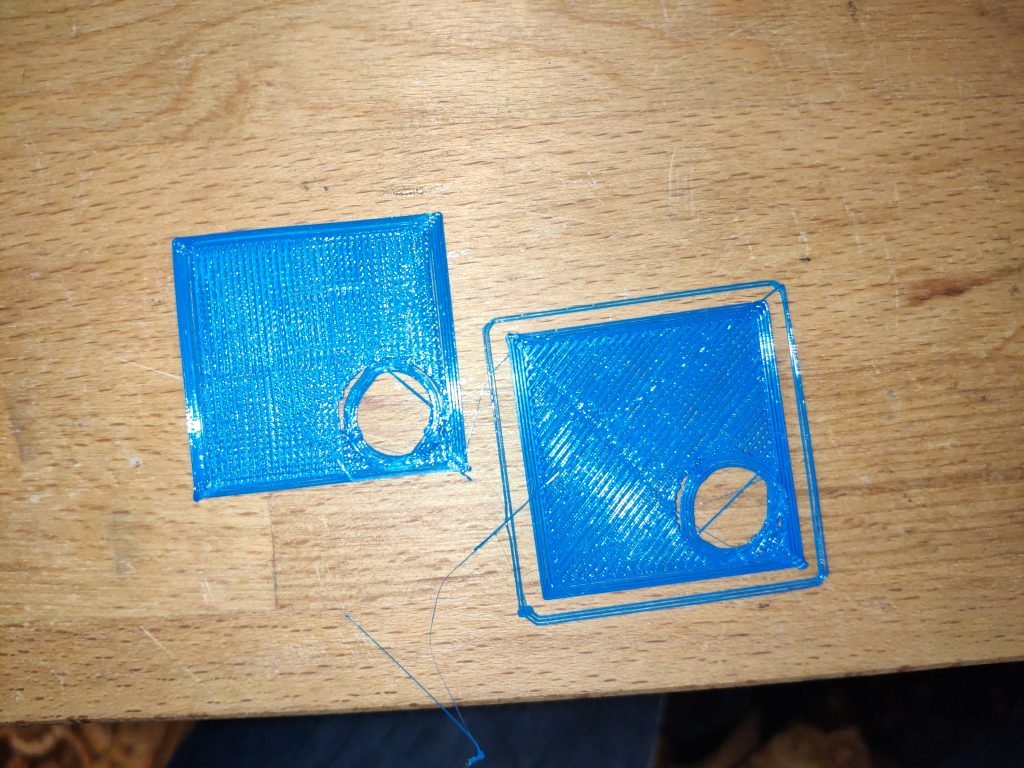
Die runde Aussparung ist leider nicht rund. Das lag daran, dass der Druckkopf inklusive der gesamten Konstruktion in Y-Richtung kippelte. Die Riemen ziehen über einen relativ kleinen Hebel an den Rollen auf den Schlittenkonstruktionen. Ich hatte beim Zusammenbau auch gar nicht daran gedacht, die Lager nachzujustieren. Die igus-Führungswagen vom Typ TWE-04-15 lassen eine Anpassung der Lager in beiden Freiheitsgraden zu.
Nachdem ich das durchgeführt hatte, habe ich nochmals gedruckt. Diesmal habe ich den Würfel vollständig gedruckt. Das Kippeln scheint noch nicht vollständig beseitigt zu sein. Da muss ich mir noch etwas überlegen.

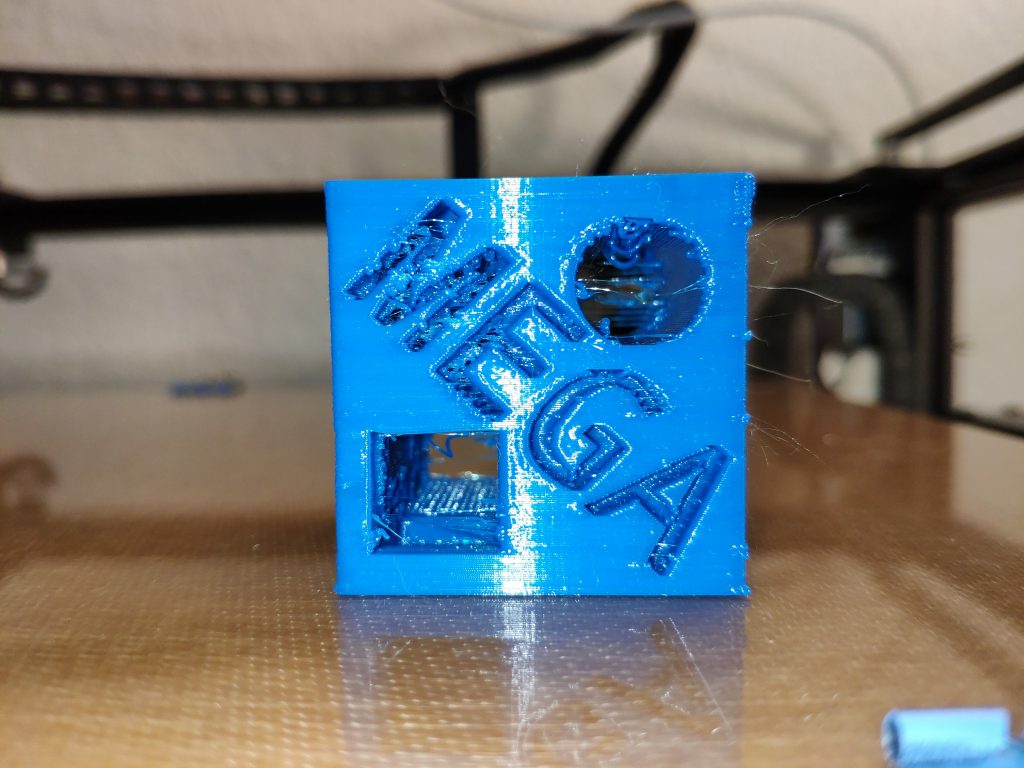
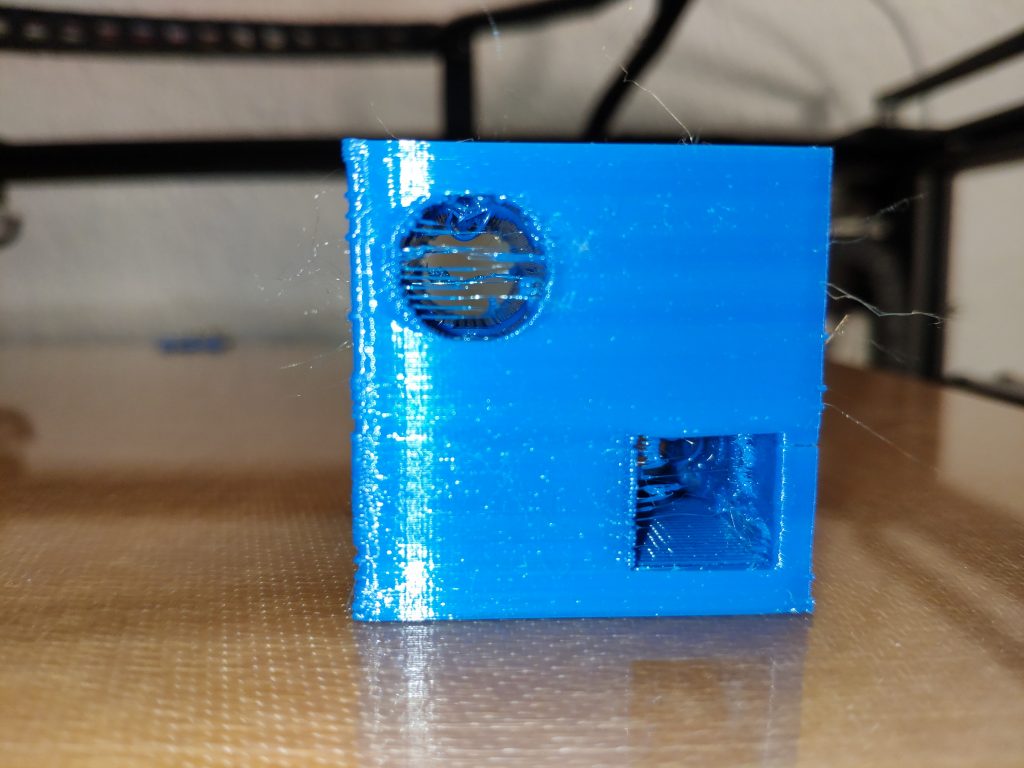
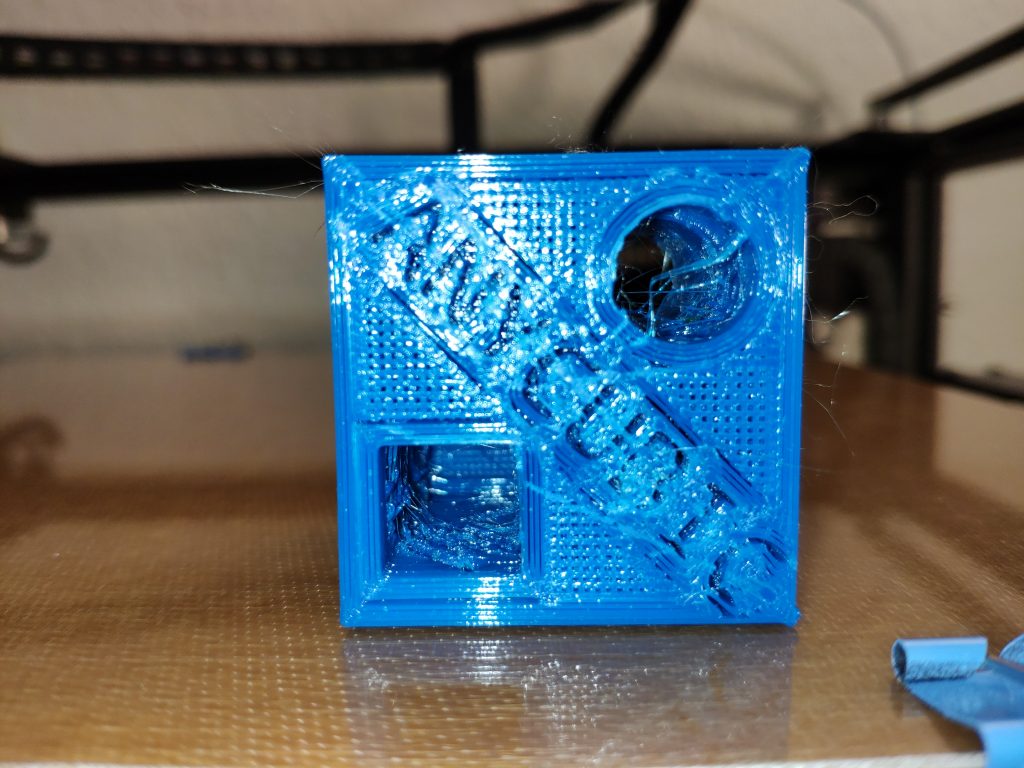
Der Würfel wurde komplett ohne Stützstrukturen und ohne jegliche vorherige Kalibriermaßnahmen gedruckt. Da ist natürlich noch deutliches Verbesserungspotential. Im letzten Bild ist der Boden des Würfels zu sehen, der direkt auf dem Druckbett lag.
Das verwendete PET-G ist nicht sonderlich für den Bowden-Extruder geeignet. Stellt man große Beträge beim Retracting ein, kommt es schnell zum Durchschleifen des Filaments im Extruder. Stellt man kleine Beträge ein, zieht es unglaubliche Fäden, – wie man sieht.
Damit ist der erste Teil des Umbaus auf Linearlager erledigt. Sobald ich wieder mal etwas Zeit erübrigen kann, geht es weiter mit der X-Achse.
Zu den Linearlagern sage ich jetzt mal nichts 😉
Zu den „Hammermuttern Typ B Nut 6“ kann ich aber etwas sagen: natürlich gibt es die auch mit M3-Gewinden! Motedis, Dold Mechatronik… die üblichen Verdächtigen abgeklappert und sofort fündig geworden. Wenn man die Linearschiene damit verschraubt, wird auch nix krumm, es sei denn, das Alu-Profil ist krumm. Dann wird es aber auch krumm, wenn man da Löcher reinbohrt und die Schiene direkt verschraubt.
Linearlager und speziell die Linearlager von igus sind immer wieder Kern von Diskussionen. Bei mir funktionieren sie prinzipiell sehr gut. Ich habe allerdings noch einen konstruktiven Malus drin. Mein Ansprechpartner von igus sagt, dass ein Lager allein durchaus zu dem unerwünschten Kippeffekt führen kann. igus schlägt grundsätzlich zwei Lager hintereinander vor. Bei genauerer Überlegung leuchtet mir das auch ein. Ich bin gerade dabei, das eintsprechend umzubauen. Bericht folgt …
Solange die Löcher frei Hand gebohrt werden, gebe ich Dir Recht. Da dürften Nuts besser sein. Ich arbeite allerdings mit einer Fräse „Optimum BF20 Vario“ mit ein paar Optimierungen. Saubere Spannung vorausgesetzt dürfte die Ungenauigkeit außerhalb des Messbereiches liegen. Nuts wären da weniger präzise, da sie prinzipiell mehr Spiel haben.
Zu den Igus-Lagern: klar, die funktionieren, und durchaus nicht schlecht. Die Frage ist halt (in meinen Augen), ob die Lager den Preis für den Anwendungsfall wert sind. Wenn ich mir anschaue, daß manche Leute auf Igus-LM8UU-kompatible Lager an der Y-Achse eine Bettschubsers umbauen, kriege ich leichte Depressionen.
Nochmal zu den Hammermuttern: vielleicht ist das untergegangen, aber ich schrub, daß das Alu-Profil die entscheidende Größe ist. Wenn das krumm ist, kann man die Löcher wahlweise auch lasern, das ändert nichts an möglichen Abweichungen von der idealen Geraden, sobald man die Schienen verschraubt. Es spielt schlicht keine Rolle, WIE man die Schienen verschraubt.
Seitliche Abweichungen treten sogar eher bei den gebohrten Löchern auf (es reicht ja schon, dass der Bohrer etwas wegläuft). Die Hammermuttern richten sich, gerade WEIL sie Spiel haben, nach dem zu verschraubenden Teil aus (entsprechende Steifigkeit vorausgesetzt, die bei den Schienen aber gegeben sein sollte 😉 ).
Aber eigentlich wollte ich nur anmerken, daß es diese Hammermuttern mit M3-Gewinde eben doch gibt.
Um von den zwei „Strängen“ weg zu kommen:
Ja, Direkt-Extruder ist schon deutlich feinfühliger handhabbar. Ich experimentiere derzeit mit einem gedruckten Planetengetriebe für meinen Selbstbau-Extruder (der auch ein direkt angetriebener ist). Bin mal gespannt, ob ich das funktionierend hin bekomme und welche Belastungen das dann aushält. Vorteil: das „pulsierende Pumpen“ des Hotends hat dann endlich (hoffentlich) ein Ende, weil der Förderer mit einer Untersetzung deutlich genauer fördern kann.
Andererseits ist es auch mit einem Bowden keine große Sache, PETG zu drucken. Unter der Voraussetzung, daß der Förderer halbwegs zuverlässig arbeitet. Das zum X5SA mitgelieferte Dingens taugt jedenfalls wenig 😉
Hallo Wolfgang,
wir wären hier alle sehr gespannt auf Deine Erfahrungen bezüglich …
„Ich experimentiere derzeit mit einem gedruckten Planetengetriebe für meinen Selbstbau-Extruder …“
Ich lade Dich hiermit auf einen Gastbeitrag in meinem Blog ein. Wie wär’s?
Hmmm… Schuss ins Blaue? 😉
Ja, ich hatte das in der Anycubic-Gruppe auf FB erwähnt. Gastbeitrag?
Gute Frage. Ich warte derzeit noch auf die Miniatur-Kugellager für das geradverzahnte Planetengetriebe, dann muß ich noch einiges anpassen, weil ich wenig Lust verspüre, dem Schrittmotor die Achse zu kürzen… das jetzige Getriebe stammt von Thingiverse, wurde für recht seltsame Lagergrößen entworfen und dem Schrittmotor muß man die Achse kürzen, wenn der zum vorgesehenen Gehäuse passen soll.
Ich weiß ehrlich gesagt noch nicht, ob ich das fertige schrägverzahnte Getriebe, wenn es einmal läuft (hoffentlich), in allen Details bespreche und hier (und anderswo) veröffentlichen will.
Ist aber sowieso noch eine ganze Weile entfernt. Mit dem Versuch bin ich ganz sicher nicht der Erste und die Tatsache, daß sich solche Dinger noch nicht wie die Karnickel vermehrt haben zeigt, daß es alles andere als einfach zu machen ist (wenn überhaupt). Mag sein, daß vor mir noch keiner auf die Idee kam, mit einem geradverzahnten Getriebe, geringer Druckgeschwindigkeit und feiner Düse zu versuchen, ein laufstabiles, schrägverzahntes Getriebe zu drucken, aber mir ist bewußt, daß das kein Spaziergang werden wird.
Ich werde auf jeden Fall (schon für mich selbst) ein Bau-Tagebuch führen. Falls ich es veröffentlichen möchte, komme ich nochmal auf das Gastbeitrag-Angebot zurück!
Nachtrag:
Zum PETG-Problem habe ich auch noch einen heißen Tipp: den mitgelieferten Förderer („Feeder“) direkt wegwerfen und statt dessen einen halbwegs Ordentlichen einsetzen. Der mitgelieferte Förderer hat ein Förderritzel, daß den Namen nicht verdient. Die Dinger sind aus Automatenmessing und daher recht weich. Bei zähem oder hartem Filament kippen die „Schneiden“ (die scharfen Kanten) um und das Ritzel rutscht bei hoher Belastung (hohe Beschleunigung/Geschwindigkeit) am Filament ab.
Wahlweise kann man auch das Förderritzel gegen eines aus Stahl oder gar gehärtetem Stahl tauschen. Dann kann auch der mitgelieferte Förderer ein bißchen was.
Noch besser ist allerdings ein Förderer mit Untersetzung. Da braucht der Schrittmotor weniger Kraft, um das Filament zu fördern/zurückzuziehen und die Gefahr von Schrittverlusten sinkt. Bei solchen Förderern _muss_ das Ritzel aber zwingend was können, sprich: scharf und stabil sein. Die Schneiden der Zähne dürfen nicht „kippen“. Aktuell sind Förderer mit sog. „hobbed“-Ritzeln (eine Vertiefung mit Zahnung im Ritzel) recht beliebt und günstig zu bekommen. Diese Ritzel können fast immer was. „BMG Clone“ oder „Titan Clone“ sind hier Stichwörter.
Ich setze an einem CTC i3 Pro B einen Eigenbau-Förderer mit MK8-Ritzel ein. Der läuft tadellos und ich drucke auch viel PETG (und nicht immer besonders Gutes 😉 ). Der Förderer selbst ist aus PETG gedruckt. Stringing kenne ich kaum.
Ein Titan-Clone mit neuem Hotend mit Vardoger-6 (V6) Hotend liegt schon hier. Beim Umbau auf Linearlager wird die Bowdenkonstruktion durch einen Direkt-Extruder ersetzt. Mein Mendel hatte auch einen Direktextruder und ich bin absolut überzeugt von dem Konzept.
Bei meinem X5SA-400 war ein Titan-Klon als Extruder/Feeder/Förderer dabei. Nur als Ergänzung, dass Neueinsteiger nicht automatisch meinen sie müssten den Vorhandenen entsorgen.
Hallo guten Tag,
ich hoffe Du oder jemand der hier einen Tronxy X5SA hat wird mir helfen:
Ich benötige das Netto Y-Maß des Alurahmens wenn er aufgebaut ist.
Also nur Netto die Profile ohne irgendwelche Anbauten (Motor,Spule etc.)
Das würde mir sehr weiterhelfen, da ich dieses Maß nirgendwo finden konnte.
Danke!
Hallo Thomas,
die Maße sind: Breite X = 53cm, Tiefe Y = 50cm, Höhe Z = 57cm.
Erzählst Du uns, was Du planst? Gerne im Rahmen eines Beitrags.
Ach, super vielen Dank! Jetzt habe ich beim Stöbern auf Deiner Seite auch Screenshots von der Aufbauanleitung entdeckt, wo ja auch die Maße der einzelnen Profile zu erkennen sind. Wunderbar! Ich überlege, mir den Tronxy zuzulegen. Platztechnisch bin ich aber nicht ganz so flexibel. Das limitierende Maß wäre Y. Daher wollte ich jetzt erstmal, ausgehend vom bare minimum, schauen, ob das überhaupt geht.
VG,