Simplify3D ist vollkommen prozessorientiert. Für jeden Abschnitt des Druckes kann ein eigener Prozess definiert werden. Das klingt im direkten Vergleich zu slic3r zunächst mal ungewohnt. Die Idee dahinter ist so einfach wie genial: Entscheide ich mich für eine bestimmte Temperatur für die erste Lage und darüber will ich mit einer anderen Temperatur arbeiten, so kann ich das in zwei Prozessen abbilden. So weit kann das slic3r allerdings auch.
Simplify3D ist vollkommen prozessorientiert. Für jeden Abschnitt des Druckes kann ein eigener Prozess definiert werden. Das klingt im direkten Vergleich zu slic3r zunächst mal ungewohnt. Die Idee dahinter ist so einfach wie genial: Entscheide ich mich für eine bestimmte Temperatur für die erste Lage und darüber will ich mit einer anderen Temperatur arbeiten, so kann ich das in zwei Prozessen abbilden. So weit kann das slic3r allerdings auch. Wenn ich aber noch weitere Spezialitäten einbauen will, brauche ich die Möglichkeiten dieses Programms. Vorstellbar wäre zum Beispiel eine Figur, die ich in den ersten 20 Layern voll füllen will und oberhalb derer nur noch zu 20%. Der Sinn könnte darin liegen, der Figur einen tiefen Schwerpunkt zu geben.
Nach Auswahl des „Process1“ und „Edit Process Settings“ kommen wir in die FFF (Factory File Format) – Settings. Hier ist noch nicht so viel Spannendes zu sehen. Das ändert sich mit der Auswahl des Buttons unten links „Show Advanced“. 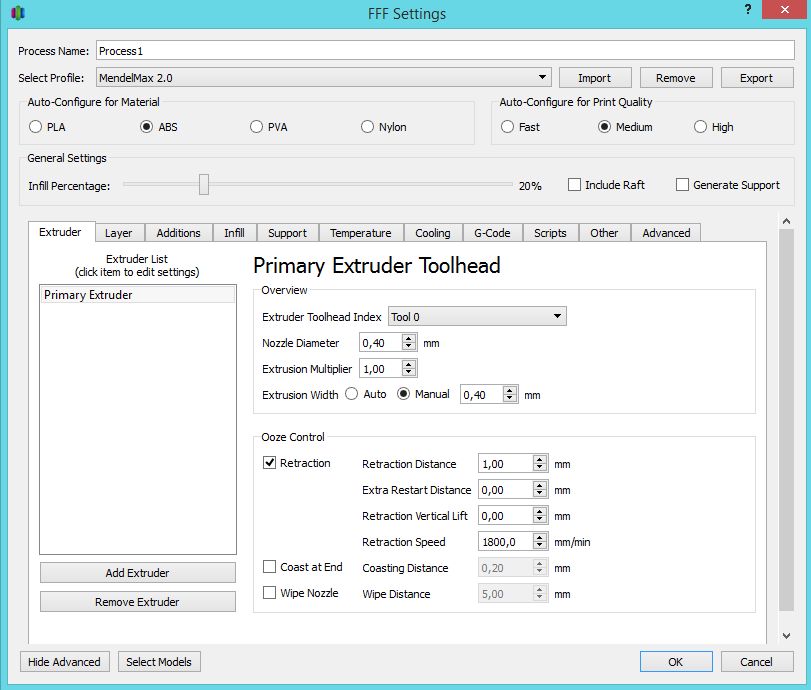
Ich beschränke mich in der ersten Annäherung auf die wesentlichen Einstellungen und werde wo immer möglich auf Automatiken oder Default-Werte zurückgreifen.
Ich drucke überwiegend mit ABS (Terluran GP-35, was auch über mich bezogen werden kann). Im Auswahlbereich „Auto-Configure for Material“ also auf ABS stellen. Das Infill stelle ich auf 50% und ich will Supportstrukturen generieren. Raft bleibt abgewählt. Meine Düse nimmt 3mm Filament auf und hat ein 0,5mm Hotend. „Nozzle Diameter“ also auf 0,50 mm, den Multiplier auf 1 und „Extrusion Width“ habe ich mal auf Auto eingestellt. Das sind alles Informationen, die man notfalls auch aus der alten slic3r-Konfiguration übertragen kann. Die Einstellungen zum Retract musste ich auch erst wieder im slic3r suchen: Printer Settings->Extruder1. Der voreingestellte Millimeter fand sich bei mir auch im alten Programm. Alle restlichen Werte lasse ich ebenfalls unangetastet. Am Feld „Retraction Speed“ war mir aufgefallen, dass slic3r mit mm/s arbeitet und S3D mit mm/min. Das kann man sehr leicht ändern, indem man kurz den Dialog mit „OK“ verlässt und in „Tools->Options“ in den Preferences gleich ganz oben die „Speed Display Units“ umschaltet. Danach wieder zurück in die Prozess-Settings. Zwei Erkenntnisse hieraus: „OK“ hat wirklich die Eingaben gespeichert und die Umschaltung hat gewirkt. Jetzt stehen da genau wie im slic3r 30mm/s für die Retraction Speed.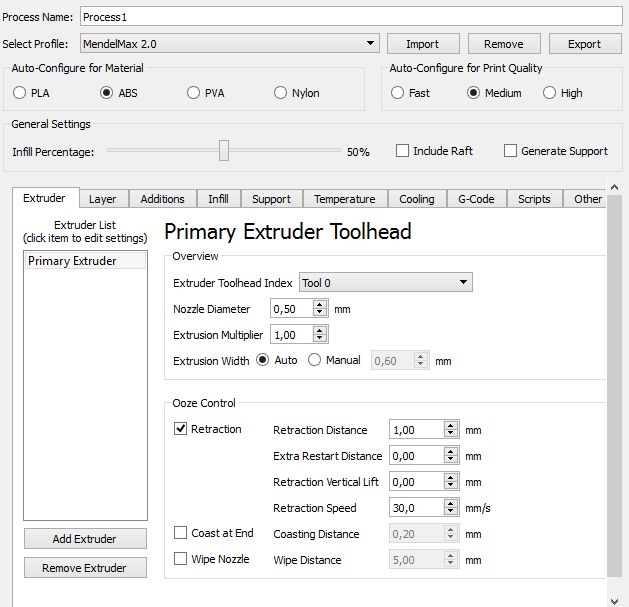
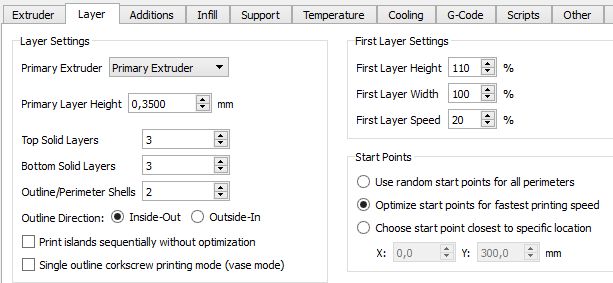
Gehen wir zum Reiter „Layer“:
Aus slic3r „Print Settings->Layers and perimeters“ lesen wir die alten Daten aus und übertragen sie in S3D. Nicht übereinstimmend ist die Bezeichnung „Vertical shells“ aus slic3r. In S3D heißt es „Outline/Perimeter Shells“, was meines Erachtens treffender formuliert ist. Ich hatte da vorher 3. Die Voreinstellung von 2 lasse ich zunächst stehen. Die „Outline Direction“ kann bei Überhängen schon eine wichtige Rolle spielen. Aber auch hier bleibe ich mal bei der Voreinstellung. Bei der Einstellung der „First Layer Settings“ übernehme ich meine slic3r-Einstellung, die den 1. Layer höher (110%) ausführt. Die „First Layer Speed“ habe ich auch lieber etwas langsamer, deshalb ändere ich hier von 50% auf 20%.